1, 过回波峰焊治具到底是什么东西?

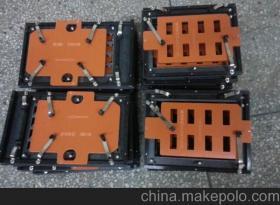
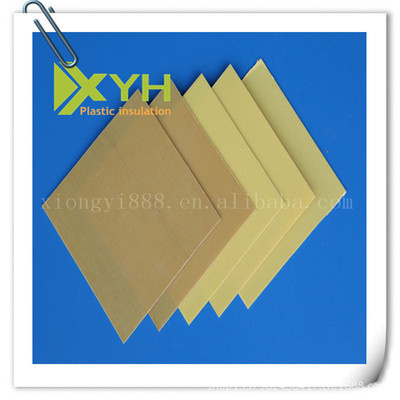
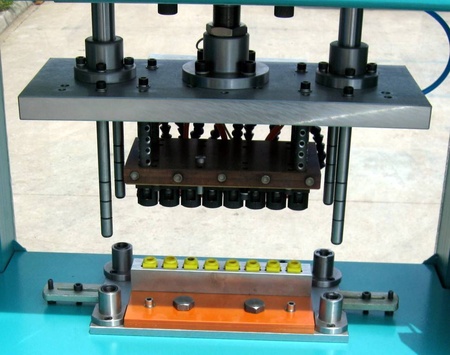
波峰焊治具特点;采用国际品牌依索拉或劳士领合成石、进口铝合金、电木制作。 在高温下性能优异出色的尺寸稳定性、防静电性能一流、使用寿命长。 11台CNC加工,尺寸精确统一,产能保证。 产品应用: 各类波峰焊、红外回流焊、电子元件自动插装治夹具。 资料要求: PCB实板一块或GERBER File及相应要求说明。合成石过锡炉托盘 合成石是玻璃纤维化合物;它是特别设计以达成基板装着过程中的不同需求. SMT装著 合成石已被证实可适用于SMT装著中的各项过程.可以机械加工达成SMT制程所须之精密度, 并在持续的回焊循环维持其平坦度,材质的低热传导性可防止基板热缩,以确保回焊的品质. 以合成石制作的SMT拖板,有以下的功用: 1.支撑薄形基板或软性电路板 2.可用于不规则外型的基板 3.可承载多连板以增加生产率 4.防止基板在回焊时,产生弯曲现象 波峰焊 有著在温度逐渐升高的环境中,仍能继续保持其物理特性的能力,使合成石可在波峰式焊锡 过程中,达到高标准的结果并且不会有变形的情况发生.在短时间置于360℃及持续在300℃的操 作温度的苛刻环境中,也不会造成Durostone基层分离.
2, 波峰焊过炉载具(治具)数量怎样评估?

累死我了,加点分啥直接用你的流水线长度,这个就要看流水线从你们的插件总检到卸Carrier的人之间有多远,减去你们作业时间内流水线能走多远,再然后除以你的carrier长度,然后加上你前面插件的地方有几个carrier,得出一个值,然后再结合实际中有没有人员转运Carrier等等来加减几个数量就可以得出你要的值,附上我们这边的算法供你参考,一般大板我们300mm多长度的carrier,9米到10米的线体我们要用35个carrier,如果400mm的超大板只需要30个就够了,小卡,前面插件的人少只需要15-20个就够了。ASM 参照生产线体 C9 松香机加波峰焊长度总长度 8.10 M 插件段瓶颈工时 40.00 S 波峰焊链速W/S 75.00 CM/MIN CARRIER长度 25.00 CM 过炉的长度尺寸CARRIER间距计算 25.00 CM 计算原则:(链速/60)*瓶颈工时-CARRIER长度CARRIER在W/S内所需时间 40.00 S CARRIER在W/S线数量计算 16 PCS 计算原则: 炉长/(CARRIER+炉内CARRIER间距)W/S炉前安排插件人力 3 MAN 周转Carrier数量 6 PCS 自然损耗及ASM生产特殊要求/根据C.T计算PC预测该产品的需求量 0.00 K/M 根据订单评估是否需要多套CARRIER共需要CARRIER总数量为 25 PCS ASM 周转Carrier计算 附表1 ASM周转Carrier数量评估: 作业员从前端到后段取CARRIER需要时间 A 15 作业员从后段回来需要时间 B 15 SMT C.T C 40 前置装每PCS PCBA所需作业时间 D 特殊要求备注(散热等待等) E 假设所需周转CARRIER数量 X A+B+D 30 计算原则: X-(A+B+D+E)/C>=5 X >= 5.75 “作业员需要等待来回作业的一个周期再进行第二次取板”
相关概念
基板
基板是制造PCB的基本材料,一般情况下,基板就是覆铜箔层压板,单、双面印制板在制造中是在基板材料-覆铜箔层压板(Copper-2lad I。aminates,CCI。)上,有选择地进行孔加工、化学镀铜、电镀铜、蚀刻等加工,得到所需电路图形。另一类多层印制板的制造,也是以内芯薄型覆铜箔板为底基,将导电图形层与半固化片(Pregpr’eg)交替地经一次性层压黏合在一起,形成3层以上导电图形层间互连。它具有导电、绝缘和支撑三个方面的功能。印制板的性能、质量、制造中的加工性、制造成本、制造水平等,在很大程度上取决于基板材料。
SMT
SMT是表面组装技术(表面贴装技术)(Surface Mount Technology的缩写),称为表面贴装或表面安装技术。它是一种将无引脚或短引线表面组装元器件(简称SMC/SMD,中文称片状元器件)安装在印制电路板(Printed Circuit Board,PCB)的表面或其它基板的表面上,通过再流焊或浸焊等方法加以焊接组装的电路装连技术。
合成
热诚欢迎各界前来参观、考察、洽谈业务·本公司以诚信为先,服务至上,在质真价优的前提下,本公司技术人员也时刻为客户解决原料及生产中的各种疑问及难题,如果你们需要,我们愿意以诚信的态度,最低的价格,最好的质量与您共同发展·