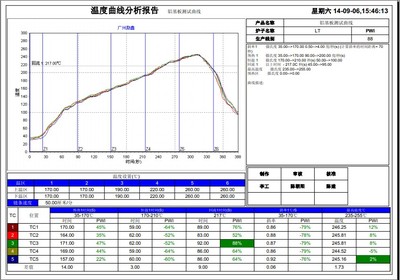
1, 有铅锡膏的炉温曲线
有铅锡膏回焊温度曲线图[Sn63/Pb37]以下是我们建议的热风回流焊工艺所采用的温度曲线,可以用作回焊炉温度设定之参考。该温度曲线可有效减少锡膏的垂流性以及锡球的发生,对绝大多数的产品和工艺条件均适用。温度 (0℃)A. 预热区 (加热通道的25~33%)在预热区,焊膏内的部分挥发性溶剂被蒸发,并降低对元器件之热冲击:*要求:升温速率为1.0~3.0℃/秒;*若升温速度太快,则可能会引起锡膏的流移性及成份恶化,造成锡球及桥连等现象。同时会使元器件承受过大的热应力而受损。B. 浸濡区 (加热通道的30~50%)在该区助焊开始活跃,化学清洗行动开始,并使PCB在到达回焊区前各部温度均匀。*要求:温度:130~170℃ 时间:70~120秒 升温速度:C. 回焊区锡膏中的金属颗粒熔化,在液态表面张力作用下形成焊点表面。* 要求:最高温度:215~235℃ 时间:183℃以上60~90秒,200℃以上20~40秒。* 若峰值温度过高或回焊时间过长,可能会导致焊点变暗、助焊剂残留物碳化变色、元器件受损等。* 若温度太低或回焊时间太短,则可能会使焊料的润湿性变差而不能形成高品质的焊点,具有较大热容量的元器件的焊点甚至会形成虚焊。D. 冷却区离开回焊区后,基板进入冷却区,控制焊点的冷却速度也十分重要,焊点强度会随冷却速率增加而增加。* 要求:降温速率* 若冷却速率太快,则可能会因承受过大的热应力而造成元器件受损,焊点有裂纹等不良现象。* 若冷却速率太慢,则可能会形成较大的晶粒结构,影响焊点光亮度,且使焊点强度变差或组件移位。注: 上述温度曲线是指焊点处的实际温度,而非回焊炉的设定加热温度(不同) 上述回焊温度曲线仅供参考,可作为使用者寻找在不同制程应用之最佳曲线的基础。实际温度设定需结合产品性质、元器件分布状况及特点、设备工艺条件等因素综合考虑,事前不妨多做试验,以确保曲线的最佳化。 本型号系列锡膏除可采用上述“升温-保温”型加热方式外,也可采用“逐步升温”型加热方式。
2, 回流焊的无铅温度曲线标准是怎么样的?
回流焊温度曲线各环节的一般技术要求: 一般而言,回流焊温度曲线可分为三个阶段:预热阶段、恒温阶段、回流阶段、冷却阶段。第一、回流焊预热阶段温度曲线的设置: 预热是指为了使锡水活性化为目的和为了避免浸锡时进行急剧高温加热引起部品不具合为目的所进行的加热行为。 预热温度:依使用锡膏的种类及厂商推荐的条件设定。一般设定在80~160℃范围内使其慢慢升温(最佳曲线);而对于传统曲线恒温区在140~160℃间,注意温度高则氧化速度会加快很多(在高温区会线性增大,在150℃左右的预热温度下,氧化速度是常温下的数倍,铜板温度与氧化速度的关系见附图)预热温度太低则助焊剂活性化不充分。 •预热时间视PCB板上热容量最大的部品、PCB面积、PCB厚度以及所用锡膏性能而定。一般在80~160℃预热段内时间为60~120sec,由此有效除去焊膏中易挥发的溶剂,减少对元件的热冲击,同时使助焊剂充分活化,并且使温度差变得较小。 •预热段温度上升率:就加热阶段而言,温度范围在室温与溶点温度之间慢的上升率可望减少大部分的缺陷。对最佳曲线而言推荐以0.5~1℃/sec的慢上升率,对传统曲线而言要求在3~4℃/sec以下进行升温较好。第二回流焊在恒温阶段的温度曲线设置回流焊的恒温阶段是指温度从120度~150度升至焊膏熔点的区域。保温段的主要目的是使SMA内各元件的温度趋於稳定,尽量减少温差。在这个区域里给予足够的时间使较大元件的温度赶上较小元件,并保证焊膏中的助焊剂得到充分挥发。到保温段结束,焊盘、焊料球及元件引脚上的氧化物被除去,整个电路板的温度达到平衡。应注意的是SMA上所有元件在这一段结束时应具有相同的温度,否则进入到回流段将会因为各部分温度不均产生各种不良焊接现象。第三、回流焊在回流阶段的温度曲线设置: 回流曲线的峰值温度通常是由焊锡的熔点温度、组装基板和元件的耐热温度决定的。一般最小峰值温度大约在焊锡熔点以上30℃左右(对于目前Sn63 - pb焊锡,183℃熔融点,则最低峰值温度约210℃左右)。峰值温度过低就易产生冷接点及润湿不够,熔融不足而致生半田, 一般最高温度约235℃,过高则环氧树脂基板和塑胶部分焦化和脱层易发生,再者超额的共界金属化合物将形成,并导致脆的焊接点(焊接强度影响)。 •超过焊锡溶点以上的时间:由于共界金属化合物形成率、焊锡内盐基金属的分解率等因素,其产生及滤出不仅与温度成正比,且与超过焊锡溶点温度以上的时间成正比,为减少共界金属化合物的产生及滤出则超过熔点温度以上的时间必须减少,一般设定在45~90秒之间,此时间限制需要使用一个快速温升率,从熔点温度快速上升到峰值温度,同时考虑元件承受热应力因素,上升率须介于2.5~3.5℃/see之间,且最大改变率不可超过4℃/sec。第四、回流焊在冷却阶段的温度曲线设置: 高于焊锡熔点温度以上的慢冷却率将导致过量共界金属化合物产生,以及在焊接点处易发生大的晶粒结构,使焊接点强度变低,此现象一般发生在熔点温度和低于熔点温度一点的温度范围内。快速冷却将导致元件和基板间太高的温度梯度,产生热膨胀的不匹配,导致焊接点与焊盘的分裂及基板的变形,一般情况下可容许的最大冷却率是由元件对热冲击的容忍度决定的。综合以上因素,冷却区降温速率一般在4℃/S左右,冷却至75℃即可。
名词解释
温度
温度(temperature)是表示物体冷热程度的物理量,微观上来讲是物体分子热运动的剧烈程度。根据某个可观察现象(如水银柱的膨胀),按照几种任意标度之一所测得的冷热程度。温度只能通过物体随温度变化的某些特性来间接测量,而用来量度物体温度数值的标尺叫温标。它规定了温度的读数起点(零点)和测量温度的基本单位。国际单位为热力学温标(K)。目前国际上用得较多的其他温标有华氏温标(°F)、摄氏温标(°C)和国际实用温标。从分子运动论观点看,温度是物体分子运动平均动能的标志。温度是大量分子热运动的集体表现,含有统计意义。
预热
预热,预先加热到指定的温度。预热指的是为防止急热,焊接前先对材料预热。( 如火焰加热)现也指预习准备做某一样事时,为此做好准备。
回流焊
回流焊技术在电子制造领域并不陌生,我们电脑内使用的各种板卡上的元件都是通过这种工艺焊接到线路板上的,这种设备的内部有一个加热电路,将空气或氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。这种工艺的优势是温度易于控制,焊接过程中还能避免氧化,制造成本也更容易控制。