1, 焊接检验标准有哪些?焊接检验标准有哪些?
关于焊接质量检验的要求可根据以下标准执行GB50205-2001焊缝质量等级及缺陷分级焊缝质量等级 一级 二级 三级内部缺陷超声波探伤评定等级 Ⅱ Ⅲ ——检验等级 B级 B级 ——探伤比例 100% 20% ——内部缺陷射线探伤 评定等级 Ⅱ Ⅲ ——检验等级 AB级 AB级 ——探伤比例 100% 20% ——外观质量 一级 二级 三级未焊满(不足设计要求) 不允许 ≤0.2+0.02t,且≤1.0 ≤0.2+0.04t,二、三级且≤2.0每100.0焊缝内缺陷总长≤25.0根部收缩 不允许 ≤0.2+0.02t,且≤1.0 ≤0.2+0.04t,二、三级 且≤2.0长度不限咬边 不允许 ≤0.05t且≤0.连续长度≤100.0,且焊缝两侧咬边总长≤10%焊缝全长≤0.1t且≤1.0,长度不限弧坑裂纹 不允许 允许存在个别长≤5.0的弧坑裂纹电弧擦伤 不允许 允许存在个别接头不良 不允许 缺口深度≤0.05t,且≤0.5 缺口深度≤0.1t,且≤1.0表面夹渣 不允许 不允许 深≤0.2t,长≤0.5t,且≤20表面气孔 不允许 不允许 每50.0长度焊缝内允许直径≤0.4t 且≤3.0的气孔2个,孔距应≥6倍孔径注:1、探伤比例的计数方法应按以下原则确定:(1)对工厂制作焊缝,应按每条焊缝计算百分比,且探伤长度应不小于200mm,当焊缝长度不足200mm时,应对整条焊缝进行探伤;(2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算百分比,探伤长度应不小于200mm,并应不少于1条焊缝。2、表内t为连接处较薄的板厚。3、表中单位为mm。
2, 检验焊接件的标准有哪些?

焊接检验e799bee5baa6e79fa5e9819331333339663462标准:★ GB/T12604.1-1990 无损检测术语 超声检测 ★ GB/T12604.2-1990 无损检测术语 射线检测 ★ GB/T12604.3-1990 无损检测术语 渗透检测 ★ GB/T12604.4-1990 无损检测术语 声发射检测 ★ GB/T12604.5-1990 无损检测术语 磁粉检测 ★ GB/T12604.6-1990 无损检测术语 涡流检测 ★ GB5618-1985 线性象质计 ★ GB3323-1987 钢熔化对接接头射线照相和质量 分级 ★ GB/T12605-1990 钢管环缝熔化焊对接接头射线透 照工艺和质量分级 ★ GB11343-1989 接触式超声斜射探伤方法 ★ GB11344-1989 接触式超声波脉冲回波法测厚 ★ GB11345-1989 钢焊缝手工超声波探伤方法和探 伤结果的分级 ★ GB2970-1982 中厚钢板超声波探伤方法 ★ JB1152-1981 锅炉和钢制压力容器对接焊缝超 声波探伤 ★ CB827-1980 船体焊缝超声波探伤 ★ GB10866-1989 锅炉受压元件焊接接头金相和断 口检验方法 ★ GB11809-1989 核燃料棒焊缝金相检验 ★ ZBJ04005-1987 渗透探伤方法 ★ ZBJ04003-1987 控制渗透探伤材料质量的方法 ★ JB3965-1985 钢制压力容器磁粉探伤 ★ EJ187-1980 磁粉探伤标准 ★ EJ186-1980 着色探伤标准 ★ JB/ZQ3692 焊接熔透量的钻孔检验方法 ★ JB/ZQ3693 钢焊缝内部缺陷的破断试验方法 ★ GB11373-1989 热喷涂涂层厚度的无损检测方法 ★ EJ188-1980 焊缝真空盒检漏操作规程 ★ JB1612-1982 锅炉水压试验技术条件 ★ GB9251-1988 气瓶水压试验方法 ★ GB9252-1988 气瓶疲劳试验方法 ★ GB12135-1989 气瓶定期检查站技术条件 ★ GB12137-1989 气瓶密封性试验方法 ★ GB11639-1989 溶解乙炔气瓶 多孔填料技术 指标测定方法 ★ GB7446-1987 氢气检验方法 ★ GB4843-1984 氩气检验方法 ★ GB4845-1984 氮气检验方法
3, 检验焊接件的标准有哪些?

1 建筑结构安全等级为一级的一、二级焊缝。2 建筑结构安全等级为二级的一级焊缝。3 大跨度结构中一级焊缝。4 重级工作制吊车梁结构为一级焊缝。关于焊缝等级的定义的部分要求见《钢结构设计规范》GB50017-2003的 第7章 连接计算。7.1焊缝连接7.1.1 焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级:1 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T型对接与角接组合焊缝,受拉时为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。2 不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量接等级当受拉时应不低于二级,受压时宜为二级。3 重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接组合焊缝,其质量等级不应低于二级。4 不要求焊透的T形接头采用的角焊缝或部分焊透的对接焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其它结构,焊缝的外观质量标准可为三级。
4, 焊缝检验等级如何划分?
焊缝质量分为三级,各级检验项目和方法见表3.1 *1:I级焊缝的无损探伤仅适合用特别构件的受拉对接焊缝(度如桥式版起重机主梁的下翼缘板拼缝,门座起重机臂架系统上、下翼缘、腹板拼接和其他载荷明确的受拉拼缝等)或周期载权荷非管材连接的对接焊缝,一般被探钢材厚度≥12mm时,均可采用超声波探伤;厚度*1:II级焊缝的无损探伤一般适用于受压对接焊缝(如桥式起重机主梁的上翼缘板拼缝和其他载荷明确的受压拼缝等)或静载荷非管连接的焊缝。 *3:当采用目测发现焊缝有明显缺陷,并需进一步了解焊缝缺陷实际情况,可采用磁粉检测或渗透检测的方法作为辅助手段多焊缝评定外观质量等级。 对于角焊缝 (1) 箱体纵向角焊缝一般不需要探伤; (2) 对于起重臂、变幅支座附近、吊耳和图纸重要注明要求探伤的角焊缝均采用超声波探伤。
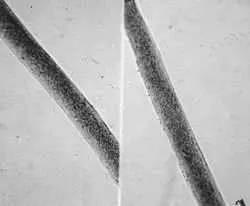
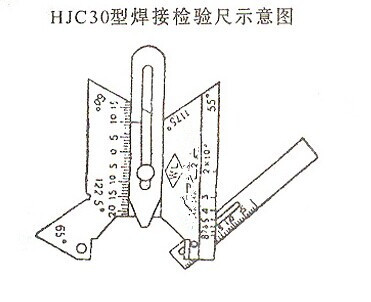
5, 焊缝检查的标准要求

因此,工件焊完后应根据产品技术要求对焊缝进行相应的检验,凡不符合技术要求所允许的缺陷,需及时进行返修。焊接质量的检验包括外观检查、无损探伤和机械性能试验三个方面。这三者是互相补充的,而以无损探伤为主。(一)外观检查外观检查一般以肉眼观察为主,有时用5-20倍的放大镜进行观察。通过外观检查,可发现焊缝表面缺陷,如咬边、焊瘤、表面裂纹、气孔、夹渣及焊穿等。焊缝的外形尺寸还可采用焊口检测器或样板进行测量。(二)无损探伤隐藏在焊缝内部的夹渣、气孔、裂纹等缺陷的检验。目前使用最普遍的是采用X射线检验,还有超声波探伤和磁力探伤。
名词解释
探伤
探伤(tàn shāng)是指探测金属材料或部件内部的裂纹或缺陷。一般用磁性、射线、超声波等仪器装置。常用的探伤方法有X光射线探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤、γ射线探伤等方法。
1989
《1989》是美国流行女歌手泰勒·斯威夫特的第五张录音室专辑,于2014年10月27日由大机器唱片公司发行,普通版共收录13首歌曲,豪华版共收录16首歌曲和3首语音备忘录。该专辑曾获第58届格莱美奖年度专辑。
检测
用指定的方法检验测试某种物体(气体、液体、固体)指定的技术性能指标。适用于各种行业范畴的质量评定,如:土木建筑工程、水利、食品、化学、环境、机械、机器等等。