2, 如何焊接铸铁件?

铸铁焊接工艺 铸铁件的焊接工艺一般分为热焊、半热焊、冷焊三种工艺,不同的焊接工艺选用的焊接材料各不相同。 铸铁热焊工艺是将铸铁件整体或局部预热至600~700℃,并在焊接过程中保持温度,焊后趁红热状态覆盖石棉粉或其他保温材料,缓慢冷却,有利于石墨析出。热焊方法的优点是降低焊缝与母材的温差,从而降低焊接接头应力水平,有利于防止裂纹产生,避免产生白口及淬硬组织。 铸铁半热焊工艺是将铸铁件整体或局部预热到300~400℃,并在焊接过程中保持温度。半热焊方法改善了施工条件,降低了焊接成本,但焊缝抗裂性能下降。 铸铁冷焊工艺一般焊前不进行预热,当环境温度较低或焊接拘束较大时,焊前可以预热100~150℃,铸铁件冷焊时往往要采用特殊的焊接材料和必要的工艺措施。 铸铁焊条焊补球墨铸铁件 铸铁焊条,Z117低氢型,直流,高钒钢,用于铸铁缺陷的焊补,如汽车缸体、机架齿轮箱等,也可焊补高强度铸件及球墨铸铁件,焊件不进行预热,焊后可以进行切削加工,但加工性能不如Z508、Z308和Z408。 Z208是低碳钢芯、强石墨化型药皮的铸铁电焊条,焊缝在缓冷时可变成灰口铸铁,抗裂性能较差。可交直流两用,价格低廉。用途: 用于焊补灰口铸铁的缺陷。 Z238是低碳钢芯、强石墨化型药皮的球墨铸铁焊条,由于加入一定量的球墨化剂,使熔敷金属中的石墨在受冷过程中呈球状析出,可交直流两用。用途: 用于焊补球墨铸铁件。 Z308是纯镍焊芯、强还原性石墨型药皮的铸铁焊条,施焊时,焊件可不预热,具有良好的抗裂性能和加工性能。镍价格昂贵,应该在其它焊条不能满足时才可选用。交直流两用。用途: 用于铸铁薄件及加工面的补焊,如发动机座、机床导轨、齿轮座等重要灰口铸铁件。Z408是镍铁合金焊芯,强还原性石墨药皮的铸铁焊条,具有强度高、塑性好、线膨胀系数低等特点。抗裂性对灰口铸铁与Z308差不多,但对球墨铸铁则比Z308强,对含磷量高(0.2%P)的铸铁,也具有良好的效果,切削加工性能比Z308和Z508稍差。用于常温或稍经预热(至200℃左右)灰口铸铁及球墨铸铁的焊接。交直流两用。用途: 适用于重要高强度灰口铸件及球墨铸件的补焊。如汽缸、发动机座、齿轮、轧辊等。 Z508是镍铜合金(蒙乃尔)焊芯,强还原性石墨药皮的铸铁焊条。其工艺性能及切削加工性能都接近Z308,但由于收缩率较大,抗裂性较差。焊接接头强度较低,所以不宜用于受力部位的焊接,可用于常温或低温预热(至300℃左右)的灰口铸铁的焊接。交直流两用。用途: 用于强度要求不高的灰口铸件的焊补。 Z268是低碳钢芯、强石墨化型药皮的球墨铸铁焊条,由于加入一定量的球墨化剂,使熔敷金属中的石墨在受冷过程中呈球状析出,可交直流两用。用途: 用于焊补球墨铸铁件。
3, 铸铁的焊接工艺
铸铁的焊接工艺分为热焊和冷焊两种。热焊接的时候,选用J506的碳钢焊条,或者Z308,408镍基焊条,对铸铁母体预热550度左右温度,110A-130A左右电流快速焊接,焊后保温缓冷。冷焊的时候,选用WEWELDING 777铸铁焊条,保持母体常温环境下焊接,焊接电流90-110A采用分段跳跃焊接,焊后保证每段无裂纹产生继续下一段焊接。WEWELDING 777特种铸铁焊条的适用工艺1、焊前有必要做适当的表面清理,焊接接头最好斜切成一个U形的凹槽。2、裂纹两端处打止裂孔,以防止焊接过程中裂纹的扩大。3、修复角度不好时,可以选用WE100电焊条冷开槽形成有效的U型或者V型坡口。4、尽量小电流进行焊接,中等弧长,向焊接方向微微倾斜。5、建议焊道采用短而细的焊珠和窄的横向摆动的焊炬,在停止弧焊之前,填满焊口,通常不需进行热处理,允许零件缓慢冷却。
4, 铸铁件怎么焊接的结实,用什么焊条?

铸铁件焊接的结实的前提是一要有正确的焊接工艺,二是要正确的焊接材料和焊接方法。一般民用的家用铸铁小件,可以采用热焊工艺,价格便宜,使用成本低,只是工艺繁琐一些,需要做一些预热和焊后保温的工作,选用506的结构钢焊条,或者308的铸铁焊条焊接。快速焊接保温缓冷。如果重要的工厂设备的检修维修,毕竟消耗比较少,成功率最重要的这种情况下选用冷焊工艺,如果对于强度要求比较高,就特别建议高抗裂的WEWELDING777特种铸铁焊条,抗拉强度达到48公斤每平方毫米,强度已经高于一般的普通的常见铸铁了。WEWELDING777技术参数抗拉强度:≥70,000 PSI (≥482牛顿/平方毫米)屈服强度:一般62,000 (≥427牛顿/平方毫米)硬度(HB):185HB 与母材颜色搭配:相似电源选择:交直流两用,直流时直流反接使用工艺提示1、焊前有必要做适当的表面清理,焊接接头最好斜切成一个U形的凹槽。 2、裂纹两端处打止裂孔,以防止焊接过程中裂纹的扩大。 3、修复角度不好时,可以选用WEWELDING100电焊条冷开槽形成有效的U型或者V型坡口。 4、尽量小电流进行焊接,中等弧长,向焊接方向微微倾斜。 5、建议焊道采用短而细的焊珠和窄的横向摆动的焊炬,在停止弧焊之前,填满焊口,通常不需进行热处理,允许零件缓慢冷却。
5, 铸铁件用什么焊条焊接更牢固?
铸铁件焊接常规的有两种焊接工艺焊接,一种热焊焊接工艺,一种冷焊的焊接工艺。一、从成本的角度的采用普通的碳钢焊条比如J506的焊条焊接,对铸铁件做550度左右的预热处理,快速连续焊接形成焊道,焊接后保温缓冷。二、从焊接效果和强度级别上来说可以选择抗裂性能更加好的WEWELDING777(简称威欧丁777)铸铁焊条,这种一般适合检修场合,因为这个焊接工艺是省却了预热的焊接工艺焊接的,焊接后的机械强度达到48公斤每平方毫米。WEWELDING777技术参数抗拉强度:≥70,000 PSI (≥482牛顿/平方毫米)屈服强度:一般62,000 (≥427牛顿/平方毫米)硬度(HB):185HB 与母材颜色搭配:相似电源选择:交直流两用,直流时直流反接WEWELDING777使用工艺提示1、焊前有必要做适当的表面清理,焊接接头最好斜切成一个U形的凹槽。 2、裂纹两端处打止裂孔,以防止焊接过程中裂纹的扩大。 3、修复角度不好时,可以选用WEWELDING100电焊条冷开槽形成有效的U型或者V型坡口。 4、尽量小电流进行焊接,中等弧长,向焊接方向微微倾斜。 5、建议焊道采用短而细的焊珠和窄的横向摆动的焊炬,在停止弧焊之前,填满焊口,通常不需进行热处理,允许零件缓慢冷却。
6, 铸铁补焊的工艺
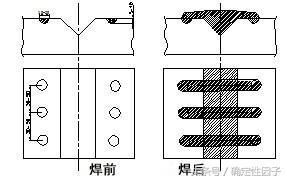
1) 焊前准备① 先检查裂纹的位置和长度,并用四氯化碳清洗裂纹部位的油污及氧化皮等杂物,以避免在施焊时产生气孔和夹渣。② 在裂纹的两端用直径为Φ3~5mm的钻头钻止裂孔。对厚壁部位的裂纹,钻头直径可大些。同时,用扁凿剔裂纹呈70°~110°的夹槽。2) 气焊过程① 气焊修复时,由于碳,硅等元素的烧损容易出现白口组织。为了补偿元素的烧损,促使焊缝金属石墨化,获得与母材化学成分,金属组织基本相同的焊缝金属,应采用高硅铸铁气焊焊条,也可选用废旧活塞环(油环和镀锘环不能用)作为代替品。焊条的直径选用Φ3~4mm。熔剂选用CJ201铸铁气焊熔剂。② 焊矩和焊嘴一般选用中号或小号,焊嘴孔径在Φ1.5~2.2mm之间。火焰为中性焰或乙炔有剩余的中性焰,以减少碳,硅的烧损,保证焊缝金属的化学成分。③ 焊前将汽缸盖放在木炭炉内均匀缓慢加热500~600℃左右,保温约1h。焊前预热时最好将欲修复的裂纹部位面向下放在木炭炉内,以便预热充分。④ 施焊时采用水平位置,以防止金属流失。⑤ 开始焊接时,火焰对准焊补部位的裂纹底部,使所焊裂纹两侧2/3以上厚度熔融后,用焊条蘸上熔剂放入溶池中并随时搅动,使气泡杂质能完全浮出。同时,火焰应在焊缝的周围来回移动,保证焊缝金属附近的温度不致太低。每一条裂纹应一气焊成,且焊接操作应迅速,可靠。⑥ 对焊缝表面及根部进行修整。其操作是用火焰进行点状加热,使之局部熔化,左手持铁板相配合,将焊缝表面刮平,刮光,并与母材表面齐平。3) 焊后处理焊后放在木炭炉内保温,以消除冷缩时产生的应力及防止白口,温度与预热温度相同。当温度慢慢均匀升到规定温度后,用铁皮将其四周挡住,使炉温缓慢下降.
名词解释
焊接
焊接,,也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。 焊接通过下列三种途径达成接合的目的: 1、熔焊——加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。 2、压焊——焊接过程必须对焊件施加压力,属于各种金属材料和部分金属材料的加工。 3、钎焊——采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散实现链接焊件。适合于各种材料的焊接加工,也适合于不同金属或异类材料的焊接加工。 现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
焊缝
焊缝(英文名:weld),是指焊件经焊接后所形成的结合部分。按焊缝本身截面形式不同,焊缝分为对接焊缝和角焊缝。
焊条
焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。根据不同情况,电焊条有不同的分类,而按性能分类的焊条,都是根据其特殊使用性能而制造的专用焊条,如超低氢焊条、低尘低毒焊条、立向下焊条、躺焊焊条、打底层焊条、高效铁粉焊条、防潮焊条、水下焊条、重力焊条等。
相关推荐
电焊和气焊的优缺点 气焊和电焊的优缺点 气割气焊 气焊与气割的异同 焊接产品特殊特性 焊接工艺的特点是什么? 电焊好还是气焊好 氧焊与电焊哪个好 铁丝是什么钢 民用铁丝是用什么钢材生产出来的 DN1000 K9 山西球墨铸铁管厂 供应 铝焊条用多大电流 铝焊条是怎么样的