

石力钢砂技术标准指标
项目 | 国家标准钢砂 | 高质量钢砂 | |
化学成份% | 碳 | 0.85-1.20 | 0.10-0.20 |
硅 | 0.40-1.20 | 0.10-0.35 | |
锰 | 0.60-1.20 | 0.35-1.50 | |
硫 | <0.05 | <0.05 | |
磷 | <0.05 | <0.05 | |
其他 | 加入多种微量元素 | ||
硬度 | GP | HRC46-50 | HRC46-50 |
GL | HRC56-60 | HRC56-60 | |
GH | HRC63-65 | HRC63-65 | |
密度 | &ge7.40 g/cm3 | 7.6 g/cm3 | |
金相组织 | 回火马氏体 | 回火马氏体+贝氏体 复相组织 | |
外观 | 多角形球状,半球状,扁平状颗粒<10%裂纹<40% | 多角形,球状,半球状,扁平状颗粒<5%裂纹<30% | |
钢砂生产执行标准:
钢丸的应用范围:
1、清理:抛丸清理、喷丸清理、压铸件清理、铸件抛丸清理、锻件抛丸清理、锻件喷丸清理铸件清砂、
钢板清理、钢材清理、钢板清理、H型钢清理、钢结构清理。
2、除锈:抛丸除锈、喷丸除锈、铸件除锈、锻件除锈、钢板除锈、锻件除氧化皮、钢材除锈、H型钢除锈、
钢结构除锈、喷砂除锈、钢板除锈、喷砂房二次喷砂除锈、喷砂房二次喷砂清理。
3、强化:抛丸强化、热处理件喷丸强化、齿轮喷丸强化。
4、喷丸:型钢喷丸、型钢喷砂、船板抛丸、钢板喷丸、钢材喷丸。
5、抛丸:钢板抛丸、钢材抛丸、型钢抛丸。
6、打砂:打砂处理。
7、钢砂预处理:涂装前处理、涂装预处理、表面预处理、船板预处理、型钢预处理、
钢材预处理、钢板预处理、钢结构前处理。
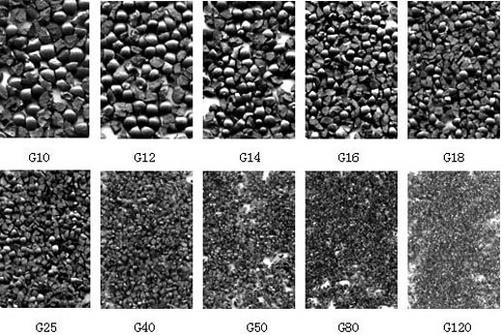
不同硬度钢砂 :
1、GP钢砂:此种磨料新制成时,是尖棱状的,使用过程中棱角很快就被磨圆,特别适合于钢材
表面去除氧化皮预处理作业。
2、GL钢砂:尽管此类钢砂的硬度比GP钢砂要高一些,但在喷砂过程中仍会失去棱角,特别适合
于钢材表面去除氧化皮预处理作业。
3、GH钢砂:此类钢砂硬度很高,在喷砂作业中会始终保持棱角,对形成规则的,发毛的表面特别有效。
GH钢砂用于喷丸机作业时,应考虑施工要求优先于价格因素的场合(如冷轧厂的轧辊处理)。此钢砂主要
用于压缩空气喷丸设备。






钢砂
一种由激冷铁粒制成的磨料,激冷铁粒迫使铁水通过蒸汽喷流制得。该磨料在滚磨桶中作为磨岩石之用。
喷砂
利用高速砂流的冲击作用清理和粗化基体表面的过程。采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的抗疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。
除锈
应用各种手段去除金属表面锈蚀的方法