



 会员
会员





1、操作设置简化----各项参数微电脑化,采用LCD液晶显示,键盘调节,准确、直观、方便。
2、调整使用方便----焊针间距,焊针压力独立可调,适合精细元件的焊接,对位准确,成品率高。
3、售后维修率少维修方便-----由于整机90%使用进口零部件,确保故障率低.且机器节构设计合理,维修只需更换一电路集成主板,普通技工既可独自维修更换.
4、自动报警及切断系统----如焊机不良及损坏,会自动显示故障,同时切断焊接电路,以防止故障进一步恶化及提醒修理。
5、自动记数----单日产量可自动记数0000-9999,方便计算单日产量,提高工作效率.
二、主要技术参数
1.电源:AC 220V±10% 50HZ±5%HZ
2. 输出大功率:20KVA
3.预焊电流00-99 焊接时间00-30 焊接电流:00-99
4. 焊接形程140mm 焊接高度随意可调
5.整机重量:68KG
6.带工作台外形尺寸:800L×580W×1100H气动机型尺寸 (单位:mm)
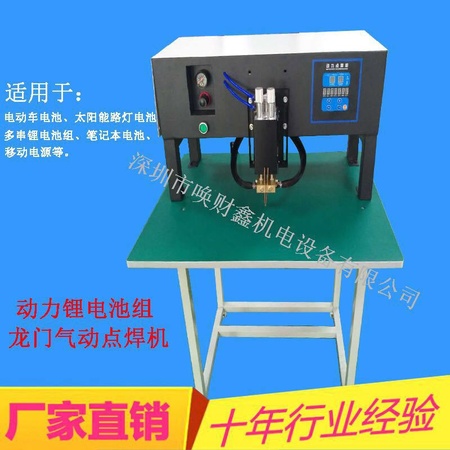
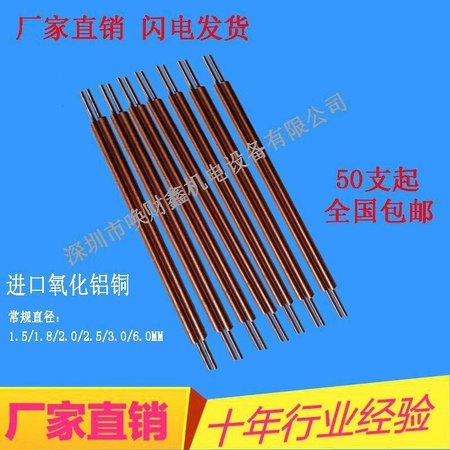
7.适用焊接范围:适用于0.03 mm~0.15mm的电池链接片0.03-0.5的五金链接片。
价格说明一般情况下:划线价格:划线的价格可能是商品的销售指导价或该商品的曾经展示过的销售价等,并非原价,仅供参考。未划线价格:未划线的价格是商品在阿里巴巴中国站上的销售标价,具体的成交价格根据商品参加活动,或因用户使用优惠券等发生变化,最终以订单结算页价格为准。活动预热状态下:划线价格:划线的价格是商品在目前活动预热状态下的销售标价,并非原价,具体的成交价可能因用户使用优惠券等发生变化,最终以订单结算页价格为准。
未划线价格:未划线的价格可能是商品即将参加活动的活动价,仅供参考,具体活动时的成交价可能因用户使用优惠券等发生变化,最终以活动是订单结算页价格为准。*注:前述说明仅当出现价格比较时有效。若商家单独对划线价格进行说明的,以商家的表述为准。
点焊机
点焊机系采用双面双点过流焊接的原理,工作时两个电极加压工件使两层金属在两电极的压力下形成一定的接触电阻,而焊接电流从一电极流经另一电极时在两接触电阻点形成瞬间的热熔接,且焊接电流瞬间从另一电极沿两工件流至此电极形成回路,不伤及被焊工件的内部结构。焊机利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的,为了保证熔核尺寸和焊点强度,焊接时间与焊接电流在一定范围内可以相互补充。为了获得一定强度的焊点,可以采用大电流和短时间(强条件,又称硬规范),也可采用小电流和长时间(弱条件,也称软规范)。
动力电池
动力电池即为工具提供动力来源的电源,多指为电动汽车、电动列车、电动自行车、高尔夫球车提供动力的蓄电池。其主要区别于用于汽车发动机起动的起动电池。 多采用阀口密封式铅酸蓄电池、敞口式管式铅酸蓄电池以及磷酸铁锂蓄电池。
气动
相关问答
如何自己造电池点焊机
1、焊机是属于整个整体,没办法一步一步单个。次级用20平的铜线(单股多股都行,单股绕起来非常费劲,想省劲建议多股)绕4-5圈,1S的延时,可以牢牢的焊住0.5mm厚的铁片。但是如果用10平以下的线绕的变压器焊的话,是怎么都焊不住的。2、还有一个因素取决于焊接对象,对于那些电阻率比较高的不锈钢和铁片以及镀镍铁片来说,很容易焊接。但是对于纯镍片,由于电阻率相对比较低就不好焊,这时候需要变压器绕组的电阻率更低,才能对纯镍片有比较好的焊接效果。3、4,12V的供电一定要用工频变压器提供的8-12V交流电,用来给可控硅触发提供同步脉冲。否则检测不到同步脉冲板子不工作。造电池点焊机主要材料:1、电源:AC 220V±10% 50HZ±5%HZ2、输出最大功率:10/15/20KVA3、大功率动力电池点焊机预焊电流00-99 焊接时间00-30 焊接电流:00-99 4、焊接形程25mm焊接高度随意可调5、整机重量:58KG6.带工作台外形尺寸:800L*580W*1100H气动机型尺寸:400L*370W*220H (单位:mm)7.适用焊接范围:适用于0.03 mm~1 mm的五金焊接丝片。参考资料来源:百度百科-电池点焊机
顺德哪里有出售超声波金属点焊机?用于锂离子动力电池正负极极片极...
对于点焊焊接与激光焊接的区别我们先从大的层面上说,也就是说先说一下各自的概念,这样才能够深层次的分析清楚这两种焊接的具体区别和特点。两者之间区别:点焊焊接:其实说白了就是利用普通焊接做的焊接,这种焊接方式相对比较简单,做起焊接来不是那么的复杂,点焊也算的上是一种高速,经济的重要连接方法,可以适用于任何焊接连接,技术上并不需要有很高的要求,所以说点焊焊接算得上是焊接中的一种简单模式,当然了,点焊还有是运用一些焊接设备做点焊,也就是利用点焊机做点焊连接,在运用点焊设备上是相对复杂的,是因为点焊机是运用程序作业的,而有些点焊机是运用人工的。激光焊接:激光焊接从技术层面上说,是一个技术比较强的焊接模式,在社会运用中,多以企业运用最为广泛,激光焊接相对于在焊接行业的比重中还是占有很强的优势的,因为激光焊接在技术上是领先的,而且所运用的都是国内外最新的技术成分,而激光焊接其主要的焊接模式是以激光束为焊接能源,冲击在焊接的接头之上,然后再以反射聚焦原件或镜片将光束投射在焊缝之上,这样就形成了焊接,这种焊接相对来说技术层面很强,一般小型企业无法运用,所以都运用在国内外的大型企业之中。两者之间特点:首先激光焊接的特点是焊接构件变形的几率是很小的,如果运用激光焊接,可以说激光焊接所连接的焊接缝可以完全忽略不计,在焊接深度和宽带上相对是比较高的,在所运用的功劳上相对是比较大的,在焊缝的强度上是比较高的而且在焊接的速度上相对是比较快的,所以焊接的构件相对合格率上达标率是比较高的。从焊接完成后的清理工作上比较的话,相对激光焊接是不需要做善后处理的,而且焊接的物件相对要比点焊做的焊接相对美观大方。再看点焊焊接,点焊焊接相对是比较复杂的一种焊接模式,同时在焊接的时候,两个物件之间以及点焊的接头会出现十几毫米的层次叠加,这样直接就出现了焊缝的问题,从美观层度上来说,也是比较难看的,而且点焊处理焊接后,焊接变形可以说是常出现的现象,而激光焊接相对可以减小这种焊接变形的问题。所以说激光焊接,不管是从技术上,还是从运用上来说都是比较合适的焊接模式,当然这是在企业与社会化市场相互比较来做的分析,企业相对来说更适合于运用激光焊接。
- 联系人 孙兆刚
- 联系电话
- 公司地址 中国广东深圳龙岗区坂田街道长坑路西八巷四号宝田楼706
工商信息
| 注册号: | 9144030056708134X3 |
| 组织机构代码: | 56708134-X |
| 税务登记证号: | 9144030056708134X3 |
| 法定代表人: | 孙兆刚 |
| 经营状态: | 开业 |
| 成立日期: | 2010-12-22 |
| 营业期限: | 2010-12-22 至 2020-12-22 |
| 年检日期: | 2017-06-22 |
| 注册资本: | 10万(元) |
| 企业类型: | 有限责任公司 |
| 机构类型: | 企业法人 |
| 所属行业: | 机械设备、五金产品及电子产品批发 |
| 行政区划: | 广东省 |
| 电话号码: | 2950**** |
| 登记机关: | 深圳市市场监督管理局 |
| 所在地址: | 深圳市龙岗区坂田街道长坑路西八巷四号宝田楼706 |
| 经营范围: | 机电设备、电子产品的购销;超声波塑焊机、点焊机、超声波模具、电池检测设备的技术开发、设计与购销。^ |