会员
会员
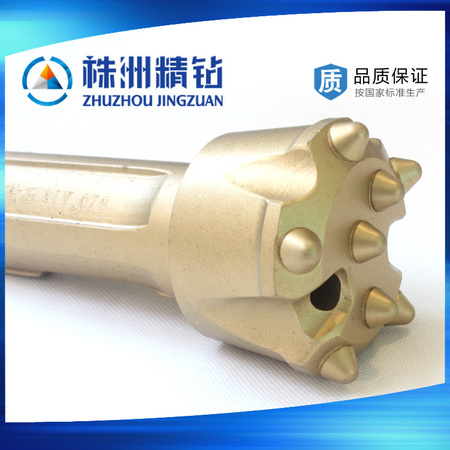
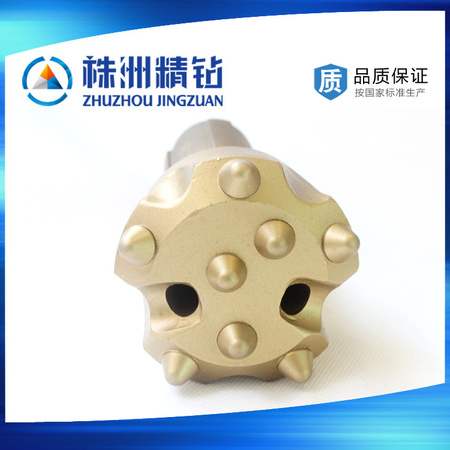

直径76高风压潜孔钎头产品特点:
◆钎头使用寿命长:硬质合金球齿采用**专有技术,强度≥2800N,硬度(HRA)≥92。
◆ 钻孔质量高。
◆ 掘进速度中等,可多次修磨。
◆ 花键连接



更多直径76高风压潜孔钎头 硬质合金球齿钻头 矿山凿岩钻头生产厂家相关信息
欢迎来电垂询,我们将尽心为您提供所需产品信息资讯。
购买矿山钎具、潜孔钻头、合金钻头**株洲精钻。
钻头
钻头(zuàntóu)是一般钻子或钻挖机器所采用的切割工具,以切割出圆形的孔洞。钻头的基本原理是使钻头切边旋转、切削工件、再由钻槽进行排除钻屑。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
76
76(七十六)是75与77之间的自然数。学号76,偶数。
风压
风压(wind pressure)由于建筑物的阻挡,使四周空气受阻,动压下降,静压升高·侧面和背面产生局部涡流静压下降和远处受干扰的气流相比,这种静压的升高和降低统称为风压简言之:风压就是垂直于气流方向的平面所受到的风的压力。
相关问答
潜孔钻钻头是高风压好还是纸风压好
具体问题具体分析,如何选择取决空压机压力和实际用途。钻孔是分深度和实际硬度的。高风压速度快,油耗高,深度深,采购成本大。低风压速度慢,耗油小,深度浅,相对便宜。潜孔钻机:潜孔凿岩的实质,是在凿岩过程中使冲击器潜入孔内,以减小由于钎杆传递冲击功所造成的能量损失,从而减小孔深对凿岩效率的影响。潜孔凿岩的凿岩设备是潜孔钻机,我国地下矿山常用的有YQ-80、YQ-100及QZ-165等型号,在坚固性系数f=8?14的矿岩中钻凿孔径为80~165毫米的深孔,能获得较高的凿岩速度。分为凿岩机和钻机两类,钻机又有露天钻机和井下钻机之分。①凿岩机:用于在中硬以上的岩石中钻凿直径为20~100毫米、深度在20米以内的炮孔。按其动力不同可分为风动、内燃、液压和电力凿岩机,其中风动凿岩机应用最广。②露天钻机:按破碎矿岩的工作机构不同,分为钢绳冲击钻机、潜孔钻机、牙轮钻机和旋转钻机。钢绳冲击钻机因效率低,已逐渐被其他钻机代替。潜孔钻机用钻杆带动风动冲击器和钻头一起旋转,利用风动冲击器的活塞冲击钻头破碎矿岩,通常用在中小型矿山中钻直径80~250毫米的炮孔。牙轮钻机用牙轮钻头的辗压作用来破碎矿岩,适于在硬矿岩上钻直径150~440毫米的孔,它具有效率高、劳动强度小的优点,在大中型露天金属矿中得到广泛应用。潜孔(或牙轮)钻机由冲击器(或钻头)、回转机构、提升机构、加压装置、行走机构、排渣系统、钻架和钻杆组成。旋转钻机只适于钻较软的矿岩和煤。③井下钻机:钻凿孔径小于 150毫米的井下炮孔时,除应用凿岩机外还可应用 80~150毫米的小直径潜孔钻。在煤或较软矿岩中钻直径70毫米以下的炮孔时,一般用电力钻或风钻,由电动机(或气动马达)带动钻杆钻孔,钻出的岩(煤)屑经钻杆上的螺旋槽排出。潜孔钻机在国外的发展:近几年.国外著名的潜孔钻机制造公司又相继推出了一系列新产品。如SanvikTITONl00型潜孔履带式潜孔钻机,Atlas Copco的ROC L830型潜孔钻机口。ROC L830型潜孔钻机配备了提供气压3MPa的压缩机。装备了独特的筒形输送系统,可操作最大直径为140mm的钻管。这些设备的共同特点是自动化程度越来越高,部分功能实现智能化i GPS技术在这些钻机上的应用,实现了臂架自动定位,节约了现场标记和定位的时间,改善了作业效率,使操纵员能够集中精力监视钻孔的进程。同时,更加注重安全和环保以及人机关系的改善。随着最新的发动机排放法规、机动性、智能操纵和环保法规Tier 3/欧ⅢA排放法规的实施影响,大多数国外著名钻机制造公司都采用了符合排放标准的柴油机。
钻头生产工艺是怎样的
钻头的成形国内普遍采用轧制工艺。该工艺的最大优点是生产效率高,能充分利用原材料;加工出的钻头坯体内部组织具有纤维连续性,且晶粒细化,碳化物分布均匀,红硬性高。但轧制工艺也有着明显的缺陷,即钻头坯体极易轧裂。在通常情况下,钻头的轧裂率为5%~10%,有时高达20%~40%,每年仅因钻头轧裂就使企业损失数十万元。尤其在当前高速钢材料价格较昂贵的情况下,解决钻头轧裂问题,降低轧裂率,将使企业获得更大的经济效益。1 轧沟磨背工艺的提出导致钻头轧裂的因素很多,针对不同轧裂原因,可采取不同的方法降低轧裂率。但已有的方法效果均不理想,不能从根本上解决轧裂问题。通过观察发现,98%以上轧裂钻头的裂纹均出现在刃带与刃沟的交汇处。由此看来,裂纹的产生与刃带的形成直接相关。普通的轧制工艺是在四辊轧机上同时轧出钻头的刃沟、刃背和刃带,即轧沟与轧背同步。针对这一特点,我们提出刃沟和刃带分别成形的工艺方案,即先在四辊轧机上轧出钻头的刃沟,然后在专用磨床上磨出钻头的刃背外圆(刃带也同时形成)。这就是本文拟介绍的轧沟磨背工艺,其主要工艺路线为:轧沟→通磨外圆→ 切尖倒棱→热处理→通磨外圆→精磨外圆→磨背→磨钻尖。2 轧沟磨背工艺原理采用轧沟磨背工艺轧沟时,可仍采用原有四辊轧机,只是两个刃背扇形板的截形有所变化,即没有刃带槽。此时,两个刃背扇形板的作用只是固定钻头截形,调整刃背充起量。两种轧制工艺的四辊轧机孔型示意如下图。由图可见,采用轧沟磨背工艺时,由于刃背扇形板不存在刃带槽,钻头截形简单,因此避免了刃带处裂纹的产生。引起裂纹的原因如下:轧沟轧背时,由于不同规格的钻头刃带尺寸各不相同,因此刃背扇形板上刃带槽的宽度和深度也不同,通常宽度为0.45~0.95mm,深度为0.55~1.15mm。进行热轧时,钻头坯件在扇形板的滚压作用下,加热到临近熔化状态沿轧机孔型流动、延伸,流入刃带槽内的金属便形成钻头刃带。但狭窄的刃带槽使金属不易顺利流动,因而容易产生刃带缺陷。特别是当坯体冷却时,窄而高的刃带处于钻头坯体的边缘,冷却速度最快,易产生应力集中。由于受材料、加热温度、时间和速度、扇形板加工精度等的影响,极易在刃带处产生裂纹。而采用轧沟磨背工艺轧沟时,轧机孔型简单, 结构合理,符合金属流动特性,因此可避免上述现象的发生;同时由于刃带单独成形,也极大地降低了四辊轧机的调整难度,提高了钻芯对称度(麻花钻重要检查项目之一)的精度。规格(mm) f3 f4.2 f5 f6 f6.8 f8.5 f9 f10加工方法 轧裂率(%)轧沟轧背 9 30 12 20 15 27 18 40轧沟磨背 0 2 0 1 0 2 0 3采用新工艺轧沟后的钻头坯体经热处理、精磨外圆等工序,然后在专用磨床上磨出刃背。这一工艺过程也可提高钻头工作部分的径向圆跳动精度(也是麻花钻重要检查项目之一)。3 轧沟磨背工艺的应用效果是否采用新工艺应视生产中的实际情况而定,如试轧后轧裂率低于5%,而且生产批量较大时,仍可采用轧沟轧背工艺加工直柄麻花钻。但当轧裂率高于5%时,则应采用轧沟磨背工艺。下表所示为我厂部分规格钻头用两种不同工艺方案加工时轧裂率的对比。由表可知,轧沟磨背工艺对降低钻头轧裂率效果非常明显。采用此项工艺后,我厂钻头钻芯对称度合格率由75%提高到80%,径向圆跳动合格率由 85%提高到90%。
- 联系人 贾女士
- 联系电话 15506565168
- 公司地址
工商信息
| 注册号: | 91430111MA4L2FAJ41 |
| 组织机构代码: | MA4L2FAJ-4 |
| 税务登记证号: | 91430111MA4L2FAJ41 |
| 法定代表人: | 李继伟 |
| 经营状态: | 开业 |
| 成立日期: | 2016-01-05 |
| 营业期限: | 2016-01-05 至 2066-01-04 |
| 年检日期: | 2017-08-03 |
| 注册资本: | 200万(元) |
| 企业类型: | 有限责任公司(自然人投资或控股) |
| 机构类型: | - |
| 所属行业: | 其他未列明批发业 |
| 行政区划: | 湖南省 |
| 电话号码: | 130****0288 |
| 登记机关: | 长沙市工商行政管理局雨花分局 |
| 所在地址: | 长沙市雨花区万家丽路南二段18号管理服务中心办公楼四楼499室 |
| 经营范围: | 智能化技术研发;机械设备、五金产品及电子产品批发;工程机械检测技术服务;机械技术开发服务;机械工程设计服务;工程机械维修服务;智能化技术服务;矿山工程技术研究服务;工程地质勘察服务;通用机械设备、机械配件的零售。(依法须经批准的项目,经相关部门批准后方可开展经营活动) |