会员
会员
国标90度碳钢弯头生产制造,钢制小口弯头1.5倍弯头,180度弯头,大口径弯头,小口径弯头,厚壁弯头,无缝弯头是用于管道转弯处的一种管件。在管道系统多使用的全部管件中,所占比例最大,约为80%。通常,对不同材料货壁厚的弯头选择不同的成形工艺。目前。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等
求严格的时候要用更大的半径的弯头。短半径的一般是在低压流体中用或者弯头在安装时有限制的地方用。如果没有条件限制或在合同中没有注明的优先选用长半径弯头。
弯头材质有20#、Q235、F304、304SS、S30408(06Cr19Ni10)、304L、S30403(022Cr19Ni10)、316L、S31603(022Cr17**2)、321、1Cr18Ni9Ti、Cr5Mo、12Cr1MoV、15CrMo、12Cr2Mo1、A335P22等,欢迎新老客户来电垂询。
联系人:魏娜 联系电话:15832750251 15076702198







![ZEBO]}9$_W$JVMQH[${[X6R_副本](http://img.dllipin.com/img/img000.hc360.cn/k1/M04/23/F6/wKhQw1di4AOEUftyAAAAALDW1fU443.jpg)


相关问答
冲压弯头180度 dn50高度多少
冲压弯头180度 dn50高度多少对弯头尺寸的计算公式这个话题有着自己独道的见解,下面经验之谈,希望大家多多学习。1、1.5倍弯头中心高=通径*1.524,其实就是通径*倍数,将得出的结果的小数点后面的数字四舍五入取整数,如219的通径是200,中心高即为200*1.524=304.8,取305;又如114的通径为100,中心高即为100*1.524=152.4,取152。(适用于DN100 及以上弯头曲率半径的算法 方便快捷计算)。2、 戳高=中心高+弯头的半径,如1.5倍直径219的弯头的戳高=305+219/2=305+109.5=414.53、外弧长度=(中心高+半径)*3.14*2/360*度数,即(戳高)*3.14*2/360*度数,由此可以推算出90度弯头的外弧长度=戳高*3.14/24、内弧长度=(中心高-半径)*3.14*2/360*度数5、弯头的下料长度=弯头中心高*3.14/2*弯头外径/管材直径+(管材壁厚*3)+加工余量,如用180*8的管子下料,推制273的弯头,用以上公式可以算出,下料长度=381*1.57*273/180+24=931.22mm+加工余量。
弯头推制机的产地?以及弯头的推制流程?
做弯头有这种弯头有好几种方法第一种:推制弯头,将钢管裁剪固定的长度,放到推制机上经过加热成型。第二种:焊接弯头,将钢板画出一个固定的形状和尺寸,在压力机上压制出半个弯头的形状,将两片焊接在一起。第三种:冲压弯头(又叫冷推制弯头)这种制作工艺已经基本上不使用了,使用一个不规则固定尺寸的圆管在模具里挤压成弯头形状,然后放入钢球,用钢球撑一下就好了第四种:锻打弯头,使用钢坯,经过滚锻等工艺,然后内掏空成型,成型后大部分是方型第五种:虾米腰弯头,这种可以看下标准02S403,上边有详细的放样图。弯头的制作方法应该还有几种,这是我知道的几种,有不对的地方请高手指正。河北省盛基管件制造有限公司 QQ:819990255 请高手指教!
推制弯头和承插焊弯头区别
推制弯头:用机械+模具内胎+中频加热方法推制钢制弯头的工艺,但后来大概是内外侧壁厚不易掌控,少见实际应用。 承插焊弯头:大部分是锻制的。 工程上DN小于等于40且无特殊要求的情况下使用承插的。推制弯头就是推制成型的弯头,现在弯头推制成型时最主要的一种弯头成型生产制作工艺,首先是因为推制成型的弯头也就是推制弯头生产制作速度快,然后就是推制弯头生产制作时可以成批量生产制作,在就是推制弯头的质量好,推制弯头这种成型工艺是现在弯头最主要的成型生产制作工艺。承插弯头,主要是由圆钢或钢锭模压锻造毛坯成型,然后经车床机加工成型的一种高压弯头管道连接配件。是锻制承插系列管件的一种。常用标准承插弯头常用标准有 标GB/T14383-93,GB/T14383-2008,美标ASME B16.11,石化标准SH3410,化工部标准HG/T21634等规格形式按照形式分为45°承插弯头和90°承插弯头按照常用标准规定,承插弯头的规格有DN6、DN8、DN10、DN15、DN20、DN25、DN32、DN40、DN50、DN65、DN80、DN100。一般常用的使用订货规格为DN15----DN50。如有超出范围该规格范围的,可与客户沟通图纸设计加工。压力等级按照压力等级区分:3000LB、6000LB、9000LB或SCH80、SCH160、XXS常用制造材质承插管件常用原材料一般分碳钢、不锈钢、合金钢等。碳钢常用牌号有 Q235、 20# 、 A105等;不锈钢常用牌号有304 、304L、316、316L、321、00Cr17Ni14Mo2等;合金材质常用牌号有15CrMo、1Cr5Mo、16Mn、12Cr1MoV、F11、F22、10CrMo910等其他材质:铜合金,镍合金等。
弯头计算公式
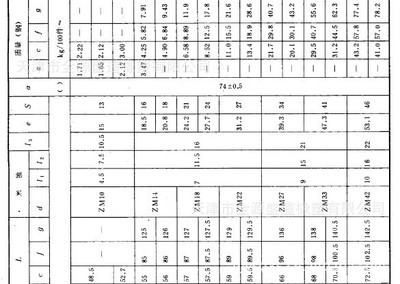
弯头尺寸标准执行:ASME/ANSI B16.9,内容包括公称尺寸:DN1/2"-DN48",45度弯头尺寸、90度弯头尺寸、180度弯头尺寸、长半径、短半径、中心高(曲率半径)、公制管与英制管口径等。弯弯头曲率半径计算公式:英寸*25.4*1.5=1.5D弯头曲率半径(小数点后4舍5入)例如:DN80是3"弯头 3*25.4*1.5=114.3(4舍5入)=114 这是1.5倍弯头曲率半径计算公式。3*25.4*1=76.2(4舍5入)=76 这是1.0倍弯头曲率半径计算公式。弯头外弧长度计算公式:R+(口径÷2)*1.57=90°弯头外弧长度。例如:108*6 152+(108÷2)*1.57=323.42mm弯头重量计算公式:(口径-壁厚)*壁厚*0.0387*R÷1000=弯头理论重量例如:219*10 (219-10)*10*0.0387*305÷1000=24.664舍5入=24.7圆环体积=2X3.14X3.14(r^2)Rr--圆环圆半径R--圆环回转半径中空管圆环体积=2X3.14X3.14((r^2)-(r"^2))Rr"--圆环内圆半径90,60,45度的弯头(肘管)体积分别是对应中空管圆环体积的1/4、1/6、1/8。钢的密度工程上计算重量时按7.85公斤/立方分米,密度X体积=重量(质量)。1、180°弯头按表2倍计算,45°按1/2计算; 2、R1.0DN弯头重量按表2/3计算; 3、表中未列出壁厚的重量,可取与之相近的两个重量计算平均值; 4、90°弯头计算公式; 0.0387*S(D-S)R/1000 式中 S=壁厚mm D=外径mm R=弯曲半径mm2 90°弯头重量计算公式:W=9.685*10-6R(D2-d2)式中:W 90°弯头重量,kg;R 弯头的曲率半径(结构尺寸),mm;D 弯头外径,mm;d 弯头内径,mm。弯头重量公式中采用碳钢比重,即7.85kg/dm3计算。45°、180°弯头的重量分别按90°弯头重量的1/2和2倍计算。3钢管重量计算公式:W=0.02466T(D-T)式中:W 钢管每米长度的重量,kg/m;T 钢管壁厚,mm;钢管重量公式中采用碳钢比重,即7.85kg/dm3计算;奥氏体不锈钢管的重量为上式重量的1.015倍
管道弯头如何划分
以材质划分碳钢: ASTM/ASME A234 WPB、WPC合金: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP911、15Mo3 15CrMoV、 35CrMoV不锈钢:ASTM/ASME A403 WP 304-304L-304H-304LN-304NASTM/ASME A403 WP 316-316L-316H-316LN-316N-316TiASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H低温钢:ASTM/ASME A402 WPL3-WPL 6高性能钢: ASTM/ASME A860 WPHY 42-46-52-60-65-70铸钢,合金钢,不锈钢,铜,铝合金,塑料,氩硌沥,PVC,PPR、RFPP(增强聚丙烯)等。以制作方法划分可分为推制、压制、锻制、铸造等。以制造标准划分可分为国标、电标、船标、化标、水标、美标、德标、日标、俄标等。按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D;短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)。若按压力等级来分:大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中最常用的是STD和XS两种。按照不同形状用途可以分为:沟槽式弯头、卡套式弯头、双承弯头、法兰弯头、异径弯头、呆座弯头、内外牙弯头、冲压弯头、推制弯头、承插弯头、对焊弯头、内丝弯头等。常规分类可曲挠弯头 卡套式弯头 带边弯头 快装弯头 带座弯头 法兰弯头 180°弯头 双承弯头 单承弯头承插弯头 异径弯头 无缝弯头 对焊弯头 90°弯头45°弯头组合三通内螺纹弯头 冲压弯头、推制弯头、高压弯头 耐磨弯头、机械弯头 法兰式弯头 沟槽式弯头 立体弯头外螺纹弯头 螺纹弯头 专用弯头 防水弯头
45度弯头中间短管怎么
直径159的两个45度弯头中间短管长度计算:1、1.5倍弯头中心高=通径*1.524,其实就是通径*倍数,将得出的结果的小数点后面的数字四舍五入取整数,如219的通径是200,中心高即为200*1.524=304.8,取305;又如114的通径为100,中心高即为100*1.524=152.4,取152。(适用于DN100 及以上弯头曲率半径的算法 方便快捷计算)。 2、 戳高=中心高+弯头的半径,如1.5倍直径219的弯头的戳=305+219/2=305+109.5=414.5 。 3、外弧长度=(中心高+半径)*3.14*2/360*度数,即(戳高)*3.14*2/360*度数,由此可以推算出90度弯头的外弧长度=戳高*3.14/2 。 4、内弧长度=(中心高-半径)*3.14*2/360*度数。 5、弯头的下料长度=弯头中心高*3.14/2*弯头外径/管材直径+(管材壁厚*3)+加工余量,如用180*8的管子下料,推制273的弯头,用以上公式可以算出,下料长度=381*1.57*273/180+24=931.22mm+加工余量。
- 联系人 魏娜
- 联系电话 15832750251
- 公司地址
工商信息
| 注册号: | 91130925684348568M |
| 组织机构代码: | 68434856-8 |
| 税务登记证号: | 91130925684348568M |
| 法定代表人: | 张立岭 |
| 经营状态: | 开业 |
| 成立日期: | 2009-02-25 |
| 营业期限: | 2009-02-25 至 2029-02-24 |
| 年检日期: | 2016-03-16 |
| 注册资本: | 600万(元) |
| 企业类型: | 有限责任公司(自然人独资) |
| 机构类型: | - |
| 所属行业: | 金属结构制造 |
| 行政区划: | 河北省沧州市盐山县 |
| 电话号码: | 151****5599 |
| 登记机关: | 盐山县工商行政管理局 |
| 所在地址: | 盐山县沧乐路张仁庄段 |
| 经营范围: | 机械制造加工;销售钢板、钢管、管件。 |