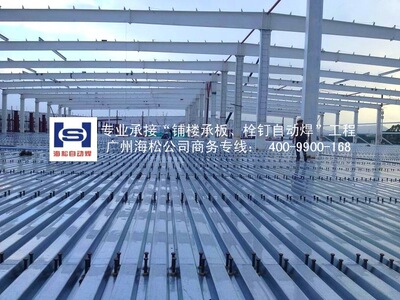
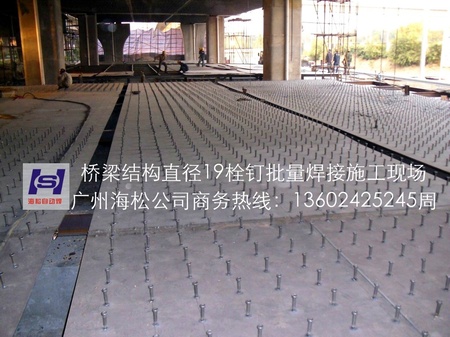
厂家直销优质:"剪力钉栓钉焊机"钢结构工程建设施工中焊接用各种直径、长度的剪力钉(圆柱头焊钉、栓钉)。
商务热线:1360 2425 245 周生
适用于冶金、锅炉、造船、车辆制造、工业炉窑等制造业,焊接直径&phi3-32mm的各种螺柱、圆形钉、矩形截面钉及Y型钉的焊接。
特殊设计主电源,采用微控制器控制整个焊接过程,简化了线路,提高了焊机的工作可靠性和焊接质量的稳定性。
焊接电流和焊接时间连续可调,调节准确可靠,成功运用于东方锅炉集团等重点骨干企业。
第九代优化设计,性能优良的SQN9型焊枪,提升力大,带有阻尼装置,减少了焊接飞溅,可实现全位置焊接。
焊枪采用了《焊枪降温装置》发明专利,提高了整机可靠性,可实现24小时连续工作。
一机多用:螺柱焊和手工电弧焊转换简便,使用可靠。
型 号 | RSN-1000A | RSN-1600A | RSN-2500-5 | RSN-3150 | ||
电源电压、相数、频率 | 3-phase380V50HZ | |||||
电 弧 螺 柱 焊 | 焊接电流(安) | 150~1000 | 200~1600 | 400~2500 | 600~3150 | |
引弧电流(安) | 30~45 | |||||
焊接时间(秒) | 0.1~0.8 | 0.1~0.8 | 0.1~1.6 | 0.2~2.2 | ||
可焊螺柱直径(毫米) | 4~10 | 6~16 | 8~25 | 36 | ||
生产率(次/分钟) | 12 | 12 | 25~5 | 3 | ||
直流 手工 弧焊 | 额定焊接电流(安) | 400 | 630 | 800 | ||
额定负载持续率 | 60% | 35% | ||||
电流调节范围(安) | 80~400 | 130~630 | 160~800 | |||
额定输入电流(安) | 37 | 74 | 100 | |||
供电 电网 条件 | 容量(KVA) | 38 | 60 | 90 | 130 | |
电缆截面(mm2) | 8 | 12 | 25 | 50 | ||
熔断器容量(A) | 40 | 100 | 150 | 300 | ||
接地电缆截面(mm2) | 6 | 10 | 12 | 25 | ||
外形尺寸(mm)长×宽×高 | 500×600×950 | 560×620×1040 | 580×770×1030 | 600×880×1250 | ||
重量(kg) | 255 | 320 | 435 | 450 | ||
成套清单 | 1.主机1台2.螺柱焊枪1把、3.焊枪线10m 4.接地钳1把(含3米电缆) | |||||
供应备件、易损件清单 | 1.标准控制板2.螺柱焊枪3.焊钳4.夹头5.瓷环爪6.栓钉7.瓷环 | |||||















焊机
中文名称:焊机英文名称:welding machine定义:能为完成焊接过程提供所需能源和运动,包括焊丝和(或)焊炬运动及控制系统的设备。应用学科:机械工程(一级学科);焊接与切割(二级学科);焊接与切割工艺装备与设备(二级学科)
螺柱
没有头部的,仅有两端均外带螺纹的一类紧固件。连接时,它的一端必须旋入带有内螺纹孔的零件中,另一端穿过带有通孔的零件中,然后旋上螺母,即使这两个零件紧固连接成一件整体。这种连接形式称为螺柱连接,也是属于可拆卸连接。主要用于被连接零件之一厚度较大、要求结构紧凑,或因拆卸频繁,不宜采用螺栓连接的场合。
剪力
剪力,又称剪切力:“剪切”是在一对相距很近,大小相同,指向相反的横向外力(即垂直于作用面的力)作用下,材料的横截面沿该外力作用方向发生的相对错动变形现象。能够使材料产生剪切变形的力称为剪力或剪切力。发生剪切变形的截面称为剪切面。判断是否“剪切”的关键是材料的横截面是否发生相对错动。
相关问答
焊接螺柱的焊接方法
焊接螺栓的焊接有三大方法: 第一种是稳定的电弧法螺柱焊。螺柱端部与工件之间,产生稳定的电弧过程,电弧作为热源在工件上形成熔池,同时在螺柱端部形成熔化层及塑性区,螺柱被夹持在焊枪中,靠焊枪中的弹簧压力或其他机械压力作用将螺柱压入熔池,并且将部分或全部熔化金属挤出熔池进入陶瓷环成形槽中,从而形成再结晶的塑性连接或再结晶和重结晶的混合连接接头。这种螺柱焊的电源一般是具有下降伏安特性的弧焊整流器(可控及不可控整流器)、焊接逆变器或直流弧焊发电机。如同焊条电弧焊一样,电弧放电是稳定而持续的电弧过程。稳定的电弧法螺柱焊也称作电弧螺柱焊(arc stud welding)。 第二种是不稳定电弧法螺柱焊。与前者的不同之处在于电弧的供电电源是电容器组。电容器在螺柱端部与工件之间放电,实现螺柱焊接。因为电容放电是不稳定的电弧过程,即电弧电压与焊接电源是瞬间变化着的,过程是不可控的。这种不稳定的电弧法螺柱焊一般称作电容储能螺柱焊或电容放电螺柱焊(capacitance discharge stud welding)。又因为用这种方法施焊的螺柱端部中心必须加工出一个凸尖,所以也有人称作尖端放电螺柱焊(peak discharge stud welding)。 第三种电弧法螺柱焊称作短周期螺柱焊(short cycle stud welding)或短时螺柱焊(short time stud welding)。焊接电弧经过了电流波形调制,由较小的先导电弧电流及较大的焊接电弧电流两部分组成。因而是短时阶段稳定或不稳定电弧法螺柱焊。短周期螺柱焊的供电电源一般由两个并联的电源分别先后给先导电弧及焊接电弧供电。可以是两个弧焊整流器(可控或不控),也可以是整流器和电容器组,只有采用逆变电源是才可以不用双电源并联。详细内容参加:
螺柱 焊机 瓷环 可以不用吗
由于楼主没有说明不起弧的螺柱焊机是哪类的,所以要分几种情况才能说清楚。 首先介绍一下螺柱焊接的基本知识: 螺柱焊属于弧焊。主要分两种,我们一般称:a.拉弧式螺柱焊机,它的起弧是依靠焊枪的提升动作和先导电流来产生的;b.电容储能式螺柱焊机,又称尖端放电式螺柱焊机,它的起弧是依靠大电流(主电容存储)对焊接螺柱特制的焊接尖端瞬间熔化产生的。 如果楼主的设备是电容储能式,那不起弧的原因就有:1、焊接螺柱尖端不符合焊接标准,如果太粗,就造成尖端不能瞬间熔化,不能起弧。2、一般储能式焊机都设有一个先导接触信号(主要是安全保护用的),如信号没有触发,设备无法起弧。 如果楼主的设备是拉弧式螺柱焊机,那不起弧的原因有:1、先看看是否还有小火花,小火花是由先导电流产生的,如没有就是电路板或交流接触器造成的先导电流触发故障,还有就是焊接螺钉或者母材表面状态太差,需要打磨除锈等。2、只有小电弧,没有大电弧,这个有时是电路板故障,大电流没有触发造成的。3、另外,焊枪和接地电缆中间有断点或者瓶颈,也是造成不起弧的原因。 由于涉及的原因太过广泛,而楼主提供的条件较少,只能说说以上这些。有兴趣的可以给我留言,继续探讨。 网址:http://www.wintures.com电话:010-84638638,64914668 程先生