



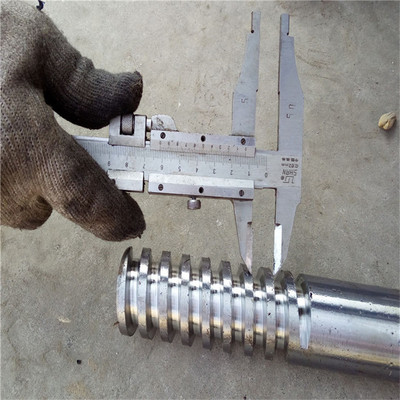



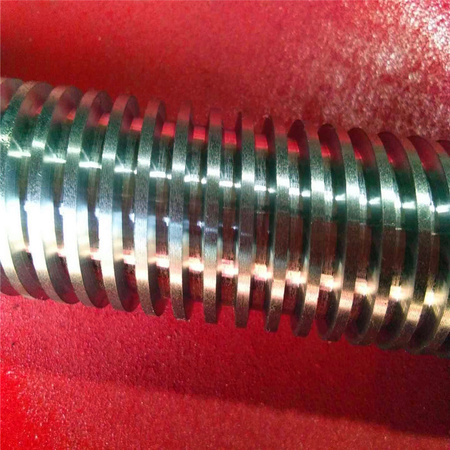
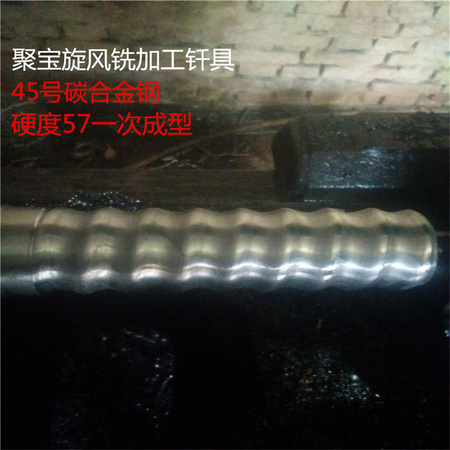
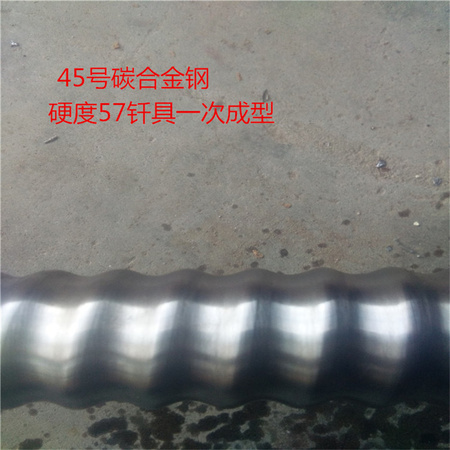
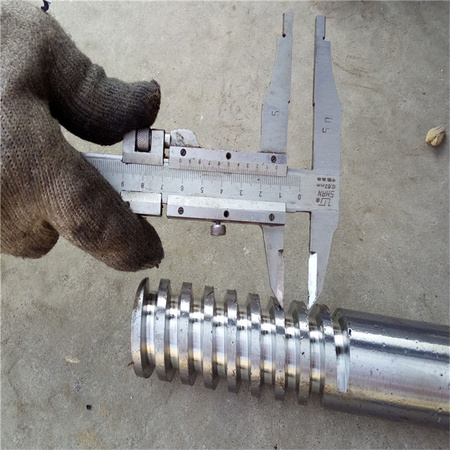
旋风铣是一种高效螺纹加工设备,加工蜗杆、丝杠、螺杆等螺纹类产品一到成型,不需要退刀槽,互换性好。安装旋风铣不改变车床结构,安装拆卸方便,螺旋升角可精调。刀头采用压缩空气雾化冷却,大大减小了刀具磨损,提高了螺纹精度,加工精度提高2级、光洁度达到0.8微米、节电百分50以上。车床转速慢、运动精度高、动态稳定好、操作方便,对工人专业技术能力降低。加工效率高,比传统加工螺纹工件提高10-30倍,降低了生产成本。所以旋风铣是螺纹加工行业不二选择。
















联系人 王经理
联系方式 15175980374 15612956764
地址 河北省邢台市任县聚宝机械制造厂
网址 jubaojixie.1688.com
旋风
基本解释螺旋状运动的风。亦形容迅疾的动作。例如:这股邀请的旋风真把我弄得头昏目眩。
定做
螺纹
螺纹是由线型组成的图形,它的种类很多。最直观的就是在圆柱或者圆锥母体表面上制出的螺旋线形的具有特定截面的凸出部分。螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹,三角形螺纹主要用于联接,矩形、梯形和锯齿形螺纹主要用于传动;按螺旋线方向分为左旋螺纹和右旋螺纹,一般用右旋螺纹;按螺旋线的数量分为单线螺纹、双线螺纹及多线螺纹;联接用的多为单线,传动用的采用双线或多线;按牙的大小分为粗牙螺纹和细牙螺纹等,按使用场合和功能不同,可分为紧固螺纹、管螺纹、传动螺纹、专用螺纹等。
相关问答
什么是螺纹旋风铣?
螺纹旋风铣是与普通车床或瑞士车配套的高速铣削螺纹装置或专用的高效螺纹加工机床。用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。旋风铣在加工过程中需要完成五个加工运动:1、刀盘带动硬质合金成型刀高速旋转(主运动)。2、机床主轴带动工件慢速旋转(辅助运动)。3、旋风铣根据工件螺距或导程沿工件轴向运动(进给运动)。4、旋风铣径向运动(切削运动)。5、旋风铣在一定角度范围内还有螺旋升角调整的自由度。(旋转运动)。
旋风铣是加工内螺纹的还是加工外螺纹的
一、内切式1、内切式旋风铣由于包络行程长,切削量大,切削力较外旋风铣相对效率高;2、如果用常规的焊接式硬质合金刀头加工,因不易对刀,只能装夹一把成型刀,因此刀痕粗,精度略低(既使装夹多把成型刀具,也无法保证齿形的中心线及安装的基准一致);3、内切式旋风铣因工件穿过主轴内孔,受结构限制,加工螺旋升角一般不超过12°-14°;如果通过增大内孔来增大倾角,只能造成齿形过切,无法保证齿形精度;4、因此内切式旋风铣必须解决刀具问题,实现多刀成型铣削,如机夹旋风铣刀,才能保证工件的表面质量、齿形的精度等级。二、外切式1、加工范围广,直径¢6-¢450(专用外铣机构可配重型卧车铣直径2000螺纹及环槽)2、螺旋升角调节±40°,加工多头螺纹及大导程螺纹首选;三、因此,没有形式的优劣,只有实力和技术的优劣【常州腾创机械】有限公司专业制造数控旋风铣床及CYW系列内外螺纹旋风切削器,满足客户不同的需求
旋风切削螺纹要注意什么
旋风切削螺纹注意事项:1、内切法与外切法比较,刀头与工件接触弧较长,加工表面质量较高,刀具寿命较长,故应用比外切法广泛;2、切削速度一般控制在200~300m/min范围内,铣削可以采用逆铣或顺铣;3、对于外螺纹加工来说,刀尖的回转直径应比工件外径大1~1.5倍。车刀为成形车刀.即将车刀磨成与被铣削螺纹齿间槽相一致的形状;4、如果同时安装两把或两把以上车刀时,应注意绕刀盘体中心轴线旋转的数把车刀的相应刀刃应处于同一回转面上,以保证铣削处于同一螺旋齿间槽内,达到较好的尺寸精度和表面粗糙度;5、车刀应采用耐磨、抗冲击的yT类硬质合金材料。【旋风切削】是用装在高速旋转刀盘上的成形刀头从工件上铣削出螺纹的螺纹加工方法,因铣削速度很高,切屑飞溅如旋风而得名。旋风切削主要用于加工丝杠和螺旋送料杆等长的外螺纹工件,也可加工直径较大的内螺纹和环形槽等,所用的机床一般是专门的旋风铣床或在普通车床的溜板上附装一个旋风头。





