

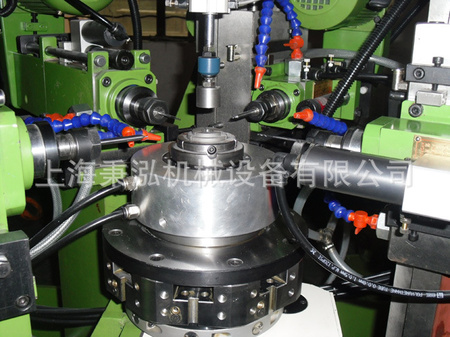
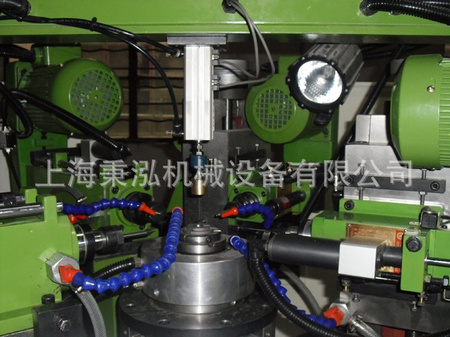
此机床加工压缩机节气阀配件,采用油压刀塔旋转,(节省旋转时间)有四组动力头同时加工。。。。。加工一次后,中间刀塔旋转再进给加工。。。。。一次装夹完成多工序加工,大幅度节省加工时间,产品质量保证。也可以加工阀门、五金等行业产品。

上海秉泓机械设备有限公司,位于上海市青浦区。
主营产品:各类非标专用组合机床、即切削类镗孔、钻、攻、铰、铣加工,多工位液压及数控类非标机床;另外提供油压动力头、攻丝动力头、多轴器、油压滑台、伺服滑台、镗铣头、油压转盘、双向夹模等各类机床附件。
应用行业:汽车、摩托车零部件生产企业,发动机生产线,电机行业生产线、压缩机生产线,压铸类行业精密加工,钣金类二次加工等。
秉泓机械愿为您提供最优质的产品和服务!欢迎新老客户来我司光临指导!
攻牙机
攻牙机是一种在机件壳体、设备端面、螺母、法兰盘等各种具有不同规格的通孔或盲孔的零件的孔的内侧面加工出内螺纹、螺丝或叫牙扣的机械加工设备。攻牙机也叫攻丝机、螺纹攻牙机、螺纹攻丝机、自动攻牙机等。
相关问答
自动攻牙机的攻牙机参数
现在市面上攻牙机很多,要看一下你想要怎么样常见将军牌GT1-203GT1-203 (约97kg) 直立型 主轴冲程 45 mm 旋径 330 mm 攻牙能力 M1-M8 头部之上下动距 260 mm 主轴端和台之距离 350 mm 工作台尺寸 225mm x 230mm 基础面积 415mm x 300mm 马达 3相 4P 0.75KW (1HP) 主轴回转数 50HZ 1340, 760, 420 60HZ 1600, 900, 500 符合本机器使用 每英寸牙数 64、56、48、44、40、32、28、24、20、18、16 mm 0.2, 0.25, 0.3, 0.35, 0.4, 0.45, 0.5, 0.6, 0.7, 0.75, 0.8, 0.9, 1.0, 1.25, (11.5) 多轴最大能力(标准螺距) 3Øx10轴 , 4Øx5轴 , 5Øx2轴
气动攻牙机,怎么操作!有知道的师傅请说明一下操作细节!
气动攻牙机使用方法装丝锥:将丝锥夹头前端的定位套推入,丝锥插入套体方孔内,松开定位套,丝锥即被锁定.装丝锥夹头:将快速接头前端活动套推进,丝锥夹头插入孔内,(丝锥夹爪对准凹槽).松开活动套,丝锥夹头即被锁定.扭力的调整:首先用尖嘴钳取掉丝锥夹头前端的防松卡环,然后用尖嘴钳插入前端调节孔,顺时针调节扭力变大,反之变小,调整好把防松卡环卡回原处,注意:丝锥夹头的额定力矩在出厂时已经调节好,切不可随意调节.气动攻牙机运转前注意事项1.请检查组装示意图安装是否正确.2.检查各部分螺栓螺母是否松动.3.先用手将上下支架转动一下,是否灵活.4.检查气管连接是否正确.5.检查空压机供气是否正常.6.空压机建议配置:排气量(L/min):1.5排气压力(bar):8储气罐容积(L):500气动攻牙机使用时注意事项攻牙时必须把被加工产品固定在工作台上.(自重大的除外,使用时如更换丝锥必须根据丝锥大小及时更改气压大小,以防止气压过大破坏丝锥或者过小影响工作效率.使用时如遇排屑而导致丝锥停转,请及时使用换向按钮进行正反运动.及时检查起源处理器的润滑油;量,保证润滑正常.随时检查起源处理器的排水是否正常.请保持设备整洁
自动倒角攻牙机操作系统
攻牙机操作指导书(一)设备型号:S4016(二)安全要求:1、在工作中,当机床发生故障或有不正常声响时应立即切断电源,排除故障后方能继续运转。2、在使用本工具以前,应先检查各紧固部位是否因运输或其他原因造成松动。3、为避免机床损坏,操作时不应超过切削能力,使其超负荷工作。(三)操作规程:1、装钻夹头时,应将主轴短圆锥及钻夹头内孔用汽油抹净(不得有油污和灰尘,否则会使主轴在工作中使其表面打滑咬伤),再用木锤或铜锤在钻夹头下端顶紧。2、最大攻丝直径:铸铁 10mm; 钢件 8mm.3、攻铝工件丝时转速的选择:攻丝直径(2-5mm)选转速750r/nin;攻丝直径(2-5mm)选转速750r/nin;攻丝直径(2-5mm)选转速750r/nin;4、工作结束后清扫工作台面。(四)设备润滑及维护保养:1、再机床润滑标志上方注油口应每星期加注18”齿轮油或每天加注机油。2、主轴和空转轴间,每年应拆开清洗,在空转轴内腔加满润滑脂(切悟加注MoS2润滑脂)。3、 开机前应检查机床各运动机构及电器是否正常。工作完毕后,把工作面擦干净并涂上防锈油。

