会员
会员艺之峰雕塑简介
1.产品材质:玻璃钢;
2.产品颜色:原色亮面、透明色等等 ;
3.生产时间:具体需要根据工程大小及数量而定;
4.产品包装:因纸箱大小有限以及产品易碎,重量过重,造型结构等因素,发货包装一律使用泡沫内胆加纸箱外包装,并在外箱打木框固定;
5.关于运输:我们会根据不同地区的客户,货物大小为客户找有信誉的物流公司合作,货品从工厂走货----运输----客户收到货都会及时跟进,以便客户及时收到货;
6.关于售后:我公司会派遣技艺娴熟的工人进行现场指导和安装工作,为您免去后顾之忧;
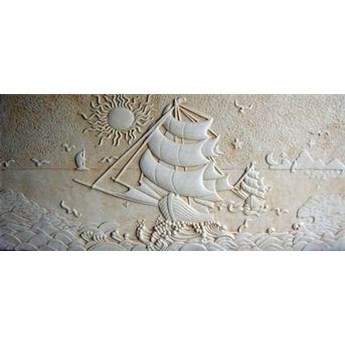
7.产品特点:质轻,耐腐蚀,成本相对较低;浮雕,是在平面上雕刻出凹凸起伏形象的一种雕塑,是一种介于圆雕和绘画之间的艺术表现形式;
8.应用范围:城市建设、历史雕塑、环境景观、墓碑神庙等户外装饰;
9.产地:江苏连云港。

玻璃钢浮雕,浮雕壁画
浮雕
浮雕是雕刻的一种,雕刻者在一块平板上将他要塑造的形象雕刻出来,使它脱离原来材料的平面。浮雕是雕塑与绘画结合的产物,用压缩的办法来处理对象,靠透视等因素来表现三维空间,并只供一面或两面观看。浮雕一般是附属在另一平面上的,因此在建筑上使用更多,用具器物上也经常可以看到。由于其压缩的特性,所占空间较小,所以适用于多种环境的装饰。近年来,它在城市美化环境中占了越来越重要的地位。浮雕在内容、形式和材质上与圆雕一样丰富多彩。浮雕的材料有石头、木头、象牙和金属等。浮雕为图像造型浮突于石料表面(与沉雕正好相反),是半立体型雕刻品。根据图像造型脱石深浅程度的不同,又可分为浅浮雕和高浮雕。浅浮雕是单层次雕像,内容比较单一;高浮雕则是多层次造像,内容较为繁复。浮雕的雕刻技艺和表现体裁与圆雕基本相同。古今很多大型纪念性建筑物和高档府第、民宅都附有此类装饰,其主要作品是壁堵、花窗和龙柱(早期)及柱础等。
玻璃钢
玻璃钢(fiberglass)亦称作GFRP,即纤维强化塑料,是指用玻璃纤维增强不饱和聚酯、环氧树脂与酚醛树脂基体,玻璃纤维(Glass fiber)、碳纤维或硼纤维等为增强材料,经过复合工艺而制成的复合材料。 以玻璃纤维或其制品作增强材料的增强塑料,称谓为玻璃纤维增强塑料,或称为玻璃钢,不同于钢化玻璃。根据采用的纤维不同分为玻璃纤维增强复合塑料(GFRP),碳纤维增强复合塑料(CFRP),硼纤维增强复合塑料等。它是以玻璃纤维及其制品(玻璃布、带、毡、纱等)作为增强材料,以合成树脂作基体材料的一种复合材料。纤维增强复合材料是由增强纤维和基体组成。纤维(或晶须)的直径很小,一般在10μm以下,缺陷较少又较小,断裂应变约为千分之三十以内,是脆性材料,易损伤、断裂和受到腐蚀。基体相对于纤维来说,强度、模量都要低很多,但可以经受住大的应变,往往具有粘弹性和弹塑性,是韧性材料。
逼真
逼真,词语,释义:极像真的。
相关问答
怎么给玻璃钢雕塑着色?逼真肉色像ronmueck那种感觉,直接用 爱问...
玻璃钢制作步骤流程::1.施工前的准备:⑴纤维增强材料的准备: 手糊成型用的布或毡,要预先经过表面处理,尽可能选用经过前处理的纤维增强材料,不论何种纤维及制品,使用前一定要保持干燥,不沾油污。增强材料的剪裁设计很重要,一般应集中剪裁,以便提高效率和节约用布。2.树脂胶液的制备:树脂胶液的工艺指标包括:粘度、凝胶时间及固化程度三个指标。①树脂粘度: 树脂粘度又称流动性,是手糊成型中的一个重要指标,粘度过高会造成涂胶困难,不易使增强材料浸透;粘度过低又会出现流胶现象,影响质量。②凝胶时间: 树脂胶液配制好后,到开始发热、发粘和失去流动性的时间称凝胶时间。一般希望胶液在糊制完成后停一段时间再凝胶。如果凝胶时间过短,施工中会因胶液发粘浸不透纤维而影响质量。反之,长期不凝胶,会引起树脂胶液流失和交联剂挥发,使固化不完全,强度降低。③固化程度:完全固化是保证产品质量的重要条件。从工艺角度考虑,固化程度分脱模温度和使用强度。前者是保证制品具有脱模强度,使制品从模具上无损坏取下来,后者则要求产品达到使用强度。一般采用调整配方来控制生产过程中的固化度。对于手糊制品,希望能控制在24小时脱模,时间再长,会影响生产效率。在室温低于15℃时,应适当采取加热或保温措施。3.胶衣糊准备:胶衣糊是用来制作表面胶衣层的,其作用是提高制品的耐侯性、耐水性和耐化学侵蚀性,延长使用寿命。因胶衣树脂有触变性,使用时要充分搅拌;涂层厚度应控制在0.25~0.4毫米左右;当胶衣层开始凝胶时,立即糊制玻璃钢,待完全固化后脱模;使用胶衣树脂层时,应防止胶衣层和玻璃钢之间有污染或渗进小气泡。4.手糊成型工具的准备:手糊成型工具最常用的有剪刀、毛刷、刮刀、刮板、圆磨机、抛光机、电钻等。5.成型工艺路线制定:正确的选择工艺路线,是按质完成任务的保证。在组织生产前,必需对产品性能、构造特点及施工条件等进行全面了解,并在分析研究的基础上制订切实可行的工艺路线,一般应从以下几方面来考虑:①根据产品性能要求,合理地选择纤维种类、树脂配方及铺糊方法。②根据产品形状、尺寸及强度要求,选择模具材料、成型方法。③根据气候条件,任务情况,选择固化方式。15℃以上常温固化,要经过24小时才能脱模;任务紧迫时,可采用热固化工艺。④根据含胶量控制的要求,选择成型方式。⑤根据产品表面要求来确定成型方式。6.铺糊施工:铺糊是手糊成型的重要工序,必须精心操作。糊制前,先要检查模具是否漏涂。在有胶衣层时,则要检查胶衣层是否凝胶(要达到软而不粘手)等。检查合格后,在开始铺糊,要先刷胶,然后铺布,注意排出气泡,直到达到设计厚度。在铺第一、二层布时,树脂含量应高些,这样有利于浸透织物和排出气泡。 涂刮时要用力从一端(或从中间向两端)把气泡赶净,使玻璃布之间能紧密贴合,含胶量分布均匀。 糊制有嵌件的制品时,金属嵌件必须经过酸洗、去油,才能保证和制品牢固粘结,为了使金属嵌件的几何位置准确,需要先在模具上定位。7.固化:手糊制品常采用室温固化,正常固化过程分为凝胶、固化和熟化三个阶段。制品凝胶、固化到有一定强度时,才可以脱模。如聚酯玻璃钢制品,一般要成型后固化24小时才达到脱模强度。脱模后的制品并不能马上使用,而要在高于15℃的环境中继续固化一周,才能达到使用强度。但是聚酯玻璃钢的强度增长,往往需要一年后才能稳定。 判断玻璃钢的固化程度,除测强度外,尚可用巴柯尔硬度计来检验。一般情况下,当固化到巴柯尔硬度15时,便可脱模。升高环境温度,固化速度加快,可提高生产效率,加速模具周转。手糊成型的最佳环境温度为25~30℃。对于暴露面积较大的聚酯玻璃钢制品,在树脂凝胶前不宜加热处理,否则会使交联剂挥发,造成永不固化。为了缩短玻璃钢制品的生产周期,也可采用后固化处理工艺。 8.脱模、修整及装配:当制品固化到一定强度后,便可脱模最好用木制或铝制工具,要防止将模具及制品划伤。大型制品可借助千斤顶或吊车脱模,但要避免用力过猛或重力敲击。 对于某些尺寸较大,形状复杂的制品,可采用预脱模办法。制品脱模后需及时进行加工,除去毛边和飞刺,修补表面和内部缺陷。
- 联系人 仲经理
- 联系电话 86 13951259623
- 公司地址 江苏省连云港市海州区海连中路6-4号东塔楼1812号
工商信息
| 注册号: | 91320706MA1WH1K94Q |
| 组织机构代码: | MA1WH1K9-4 |
| 税务登记证号: | - |
| 法定代表人: | 潘丽 |
| 经营状态: | 开业 |
| 成立日期: | 2018-05-08 |
| 营业期限: | 2018-05-08 至 无固定期限 |
| 年检日期: | 2018-05-08 |
| 注册资本: | 200万(元) |
| 企业类型: | 有限责任公司(自然人独资) |
| 机构类型: | - |
| 所属行业: | 土木工程建筑业 |
| 行政区划: | 江苏省连云港市新浦区 |
| 电话号码: | 171617***** |
| 登记机关: | 海州区市场监督管理局 |
| 所在地址: | 连云港市海州区海连中路6-4号东塔楼1812号 |
| 经营范围: | 景观工程、亮化工程、市政工程、园林绿化工程、钢结构工程的施工;雕塑的设计、制作及安装;展览展示服务;会务服务;礼仪服务;工艺礼品、电子产品、金属制品、五金交电、建筑材料、装饰材料、机械设备、环保设备的销售;设计、代理、制作、发布国内各类广告;商务信息咨询(投资理财除外);工程技术咨询。(依法须经批准的项目,经相关部门批准后方可开展经营活动) |