

厂家直销克莱德GGH/JJETBLOWER脱硫吹灰器阀门K19086
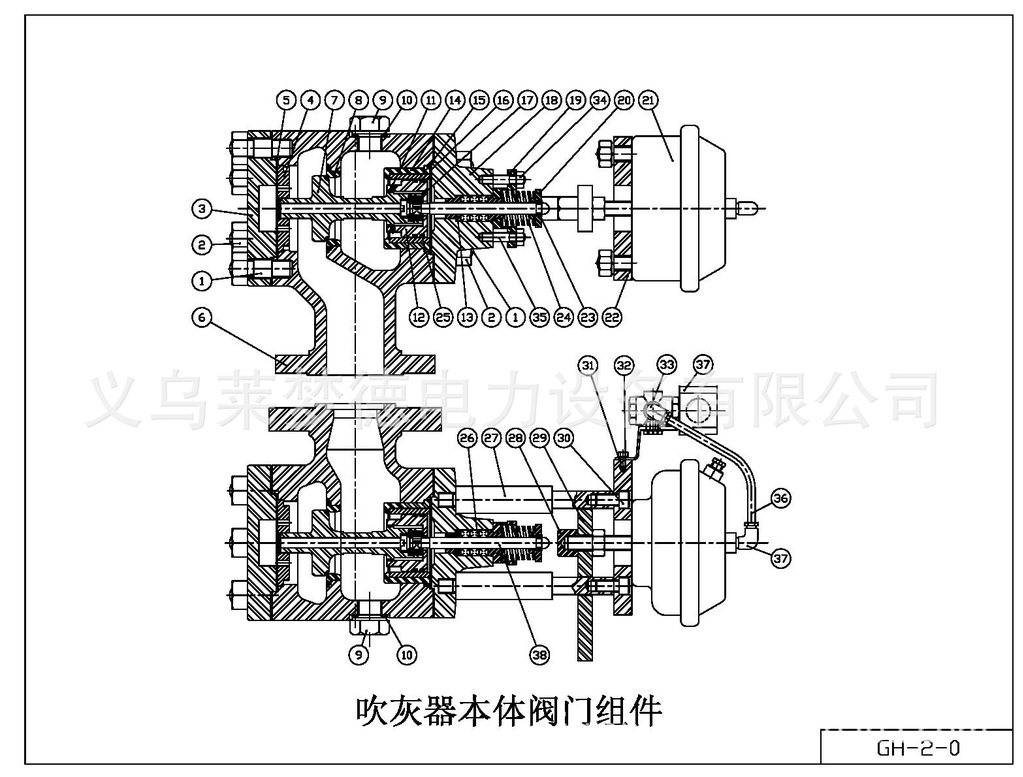
1 吹灰器本体阀门
气动执行器通过一块过渡板和两根支柱与阀门相连,支柱上的台阶控制着吹灰器本体阀门开度,驱动轴上的一对螺母也可微调阀门开度。执行器安装板上装有一个电磁阀。仪用压缩空气气源连接到电磁阀入口,出口通过管路与气动执行器相连。
整个的阀门组件安装在吹灰器的后板上,后板上的接口与阀门的出口法兰相配合。阀门由六套双头螺栓和螺母固定。
吹灰器本体阀门顶部测压点处装有的带就地显示的压力变送器。
吹灰器本体阀门动作原理是:
主阀芯依靠介质的压力使阀瓣、阀座处于常闭状态。当电磁阀收到信号后,电磁阀开启,压缩空气经流电磁阀驱动气动执行器,其驱动轴推动先导阀的阀杆。
执行器作用在先导阀阀杆上的力克服作用在其背面的压力,抬起先导阀的阀瓣,使吹扫介质可以流入主阀腔中,使主阀瓣前后的力几乎平衡,主阀瓣就很容易达到对应的开度,吹扫介质就通过主阀,流经内管、外管从喷嘴中喷出。
在吹扫过程结束时,气动执行器中的压缩空气通过电磁阀上的排放口排出,这将使作用在阀杆上的外力消失,由此关断了吹扫介质进入阀腔的通路,主阀瓣后面的吹扫介质压力将阀瓣压向阀座,主阀门关断,吹扫过程结束。
更换填料相当容易,这会在“现场维护”章节提到。
正常使用情况下只有填料是需要更换的。按下述顺序很容易就可以替换填料,并且可以“在现场”进行。此时压力源和电源理所当然要切断,执行人员必须持证上岗。
- 拧松并卸下椭圆形填料压盖上的两个螺母。
- 使用拆卸阀门弹簧专用工具,拧在填料压盖的螺柱上。
- 均匀地向下拧螺母(2),直到弹簧(24)
和弹簧压圈(20)被充分压缩,以使对开环
(23)可从弹簧压圈上拆下。 - 在拆卸弹簧专用工具前释放弹簧上的压力。
- 从端盖
(18)上拆除弹簧压圈(20)、弹簧(24)、填料盒压盖(19)及填料压圈(13)。 - 从填料室中完全拆除填料组件(26)并进行清理。
- 更换一组完整的填料(26)。注意:在更换时务必认清是完整的填料(包含三圈)而不是单圈。
- 在每个环上涂上Clydespin润滑脂,在安装填料时要小心不要损坏填料的边缘。
- 填料装好后,装上填料压圈(13)、填料压盖(19)及将螺母拧到螺柱上。
- 拧紧螺母,使填料压盖(19)与端盖接触(18)。注意,填料压盖的压紧不是可调整的,而是有个预先设定的压缩量。
- 装上弹簧(24)。
- 装上弹簧盖(20)。
- 使用弹簧压缩工具重新压缩弹簧及弹簧盖。
- 装上对开环(23),松开弹簧压缩工具。
- 至此,阀门可投入工作了。
如果工作了一段时间,吹灰器本体阀门需要全面检修
吹灰器本体阀门在使用了一段时间后,需要考虑检修。按下述顺序进行:
1.检查气源和电源已完全被切断,且任何所需的操作许可证已齐备。
2.拆除压缩空气或低压水进口法兰的螺栓和接头。拆除阀体上的薄膜执行机构和电磁阀。
3.卸除后板上的法兰安装螺母,拆除阀门。整个阀门的重量约29公斤。
4.将吹灰器本体阀门搬到工作区。
5.松开填料盒压盖上的两个螺母。
6.使用拆卸阀门弹簧专用工具,拧在填料压盖的双头螺柱上。
7.均匀地拧下螺母[3],直到弹簧(24)和弹簧盖(20)被充分压缩。以使对开环(23)可从弹簧盖上拆下。
8.取下拆卸阀门弹簧专用工具。
9.从端盖(18)上拆除弹簧压圈(20)、弹簧(24)、填料室(19)及填料压圈(13)。
10.从填料室中完全拆除填料组(26)并进行清理。
11.拆除螺母(2)及后端盖(3)。
12.拆除垫片(5)。注意:不可重复使用此垫片。
13.拆除阀门导向环(4)并检查磨损状况。
14.拆除阀瓣(7)。
15.在45°方向上检查阀瓣密封面、阀瓣的导向段及填料段,以确定阀瓣是否可以再次使用。密封面可进行轻微地机加工,在精加工机床上加工后使用千分表测量,确保其同心度。拆除紧定螺钉(11),然后拧下活塞(12),检查活塞环是否需要更换。此时可检查先导阀的阀座(8)及先导阀(17)的密封面。如有磨损或表面不平整,阀座和先导阀均需更换。可按相反的顺序重新安装阀瓣组件。
16.检查阀座(8)并确定是否为45度。密封斜面可以被少许加工。如需新的阀座,可将阀腔返回克莱德贝尔格曼公司。
17.拆开端盖(18),替换内部填料(13)。
18.更换一整套柔性石墨填料(26)。注意:在更换时务必认清是完整的填料(包含三圈)而不是单圈。
19在每圈填料涂上Clydespin润滑脂,在安装填料时要小心不要损坏填料边缘。
20.填料装好后,替换填料衬套(13)、填料箱压盖(19)及将螺母拧到双头螺柱上。
21.拧紧螺母,使填料压盖(19)与端盖接触(18)。注意,填料压盖的压紧不是可调整的,而是有个预先设定的压缩量。
22.装上新的铜垫片(25),然后将填料压盖装到阀壳上。
23.均匀地拧紧螺母(2)。
24.仔细地将阀芯组件推入,阀芯组件将穿过石墨填料组件,拧紧螺栓便可密封。
25.装上弹簧(24)。
26.装上弹簧盖(20)。
27.用拆卸阀门弹簧专用工具重新压缩弹簧和弹簧盖。
28.装上对开环(23)。拆除弹簧专用工具。
29.仔细装回在阀瓣(7)端部,在阀腔槽口内的阀瓣导向环(4)。
30.更换新的铜垫片(5)。
31.装上后盖(3)并重新均匀地拧紧螺母(2)。
32.将阀门运回到安装吹灰器旁边,松开内管的配对法兰,在阀门出口法兰槽口处装上新的铜垫片。
33.将阀门出口法兰的端口放入到后板配合槽口内,并均匀地拧紧螺母。
34.逐渐地拧紧内管配对法兰上的螺母,使内管和吹灰器本体阀门压紧。
35.装上吹灰器本体阀门入口法兰上的新的垫片,并逐渐地拧紧螺栓和螺母使其紧压在一起。
36.至此,吹灰器本体阀门可投入工作了。
如有其他蒸汽吹灰器物资需要,请致电询问,我们恭候您的来电,真诚的期待与贵公司携手共进,共创辉煌。
厂家直销
《厂家直销》是一款Android平台的应用。
GGH
GGH 据初步推算国内火电厂石灰石-石膏湿法烟气脱硫系统采用烟气-烟气再热器(GGH)的约占80%以上。若按每年新增石灰石-石膏湿法烟气脱硫系统容量30,000MW计算,安装GGH的直接设备费用就达10亿元左右。如计及因安装GGH而增加的增压风机提高压力、控制系统增加的控制点数、烟道长度增加和GGH支架及相应的建筑安装费用等,其总和约占石灰石-石膏湿法烟气脱硫系统总投资的15%左右.

