电梯安装、维保钢丝绳安装工艺
钢丝绳安装1 范围本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以下各类国产曳引驱动电梯钢丝绳安装工程。
2 施工准备2.1 设备、材料要求:
2.1.1 钢丝绳规格型号符合设计要求,无死弯、锈蚀、松股、断丝现象,麻芯润滑油脂无干枯现象,且保持清洁。
2.2.2 绳头杆及其组件的数量、质量、规格符合设计要求。
2.1.3 钨金(巴氏合金)的数量要备够。
2.1.4 截面2.5mm2以上的铜线;20号铅丝;汽油、煤油、棉丝。
2.2 主要机具:
榔头、剁子(切断钢丝绳的工具)、成套气焊工具、喷灯、锡锅、盒尺、拉力秤。
2.3 作业条件:
2.3.1 做绳头的地方应保持清洁,熔化钨金的地方有防火措施。
2.3.2 放开钢丝绳场地应洁净、宽敞,保证钢丝绳表面不受脏污。
3 操作工艺3.1 单绕式工艺流程:
确定钢丝绳长度 → 放开钢丝绳、剁钢丝绳 → 做绳头、挂钢丝绳 → 调整钢丝绳
3.2 复绕式工艺流程:
确定钢丝绳长度 → 开钢丝绳、剁钢丝绳 → 挂钢丝绳、做绳头 → 安装绳头 →调整钢丝绳3.3 确定钢丝绳长度:
在轿厢及对重的绳头板上相应的位置分别装好一个绳头装紧。绳头杆上装上双螺母,以刚好能装上开口销为准。提起绳头杆(使绳头杆上的弹簧向压缩方向受力),用2.5mm2以上的铜线位图5-96所示的方法测量轿厢绳头锥体出口至对重绳头锥体出口的长度X.则绳长L用下列公式确定:
单绕式:L=0.996×(X+2Z+Q)
复绕式:L=0.996×(X+2Z+2Q)
其中:Z为钢丝绳在锥体内的长度(包括钢丝绳在绳头锥套内回弯部分);Q为轿厢离出厅门地坎高度(图5-96)。
图5-96 3.4 放钢丝绳、剁断钢丝绳:
在清洁宽敞的地方放开钢丝绳,检查钢丝绳应无死弯、锈蚀、断丝情况。按上述方法确定钢丝绳长度后,从距剁口两端5mm处将钢丝绳用0.7~1mm的铅丝绑扎成15mm的宽度,然后留出钢丝绳在锥体内长度Z,再按要求进行绑扎(图5-97),然后用剁子剁断钢丝绳。
3.5 挂钢丝绳、做绳头:
3.5.1 在挂绳之前,应先将钢丝绳放开,使之自由悬垂于井道内,消除内应力。挂绳之前若发现钢丝绳上油污、渣土较多,可用棉丝浸上煤油,拧干后对钢丝绳进行擦拭,禁止对钢丝绳直接进行清洗,防止润滑脂被洗掉。
图5-97 3.5.2 单绕式电梯先做绳头后挂钢丝绳。复绕式电梯由于绳头穿过复绕轮比较困难,所以要先挂钢丝绳后做绳头。或先做好一侧的绳头,待挂好钢丝绳后再做另一侧绳头。
3.5.3 将钢丝绳剁开后,穿入锥体,将剁口处绑扎铅丝拆去,松开绳股,除去麻芯,用汽油将绳股清洗干净,按要求尺寸弯回,将弯好的绳股用力拉入锥套内,将浇口处用石棉布或水泥袋纸包扎好,下口用石棉绳或棉丝扎严,操作顺序见图5-98.图5-98 3.5.4 绳头浇灌前应将绳头锥套内部油质杂物清洗干净,浇灌前应采取缓慢加热的办法使锥套温度达到100℃左右,再行浇灌。
3.5.5 钨金浇灌温度以350℃为宜,钨金采取间接加热熔化,温度采取热电偶测量或当放入水泥袋纸立即焦黑但不燃烧为宜。浇灌时清除钨金表面杂质,浇灌必须一次完成,浇灌时轻击绳头,使钨金灌实,灌后冷却前不可移动。
3.6 调整钢丝绳张力有如下两种方法:
3.6.1 测量调整绳头弹簧高度,使其一致,其高度误差不可大于2mm.采用此法应事先对所有弹簧进行挑选,使同一个绳头板装置上的弹簧高度一致,绳头装置见图5-99.图5-99 3.6.2 用100~150N(10~15kg)的弹簧种在梯井3/4高度处(人站在轿厢顶上)将各钢丝绳横拉出同等距离,其相互的张力差不得超过5%,达不到要求时进行调整。
钢绳张力调整后,绳头上双螺母必须拧紧,销钉穿好劈好尾,绳头紧固后,绳头杆上丝扣需留有 的调整量。
4 质量要求4.1 保证项目:
钢丝绳应擦拭干净,严禁有死弯、松股、锈蚀、断丝现象。
检验方法:观察检查。
4.2 基本项目:
各钢丝绳的张力相互差值不大于5%.检验方法:轿厢在井道的2/3高度处,用50~100N(≈5~10kg)的弹簧秤在轿厢上以同等拉开距离测拉对重侧各曳引绳张力,取其平均值。再将各绳张力的相互差值与平均值进行比较。
4.3 绳头钨金浇灌密实、饱满、平整一致。一次与锥套浇平,并能观察到绳股的弯曲符合要求。
检验方法:观察检查。
5 成品保护5.1 钢丝绳、绳头组件等在运输、保管及安装过程中,严禁有机械性损伤。禁止在露天和潮湿的地方放置。
5.2 使用电气焊时要注意不要损坏钢丝绳。不可将钢丝绳作导线使用。
6 应注意的质量问题6.1 若钢丝绳较脏,要用蘸了煤油且拧干后的棉丝擦拭,不可进行直接清洗,防止润滑脂被洗掉。
6.2 断绳时不可使用电气焊,以免破坏钢丝绳强度。
6.3 在作绳头需去掉麻芯时应用锯条锯断或用刀割断,不得用火烧断。
6.4 安装钢丝绳前一定要使钢丝绳自然悬垂于井道,消除其内应力。
6.5 复绕式电梯位于机房或隔音层的绳头板装置,必须稳装在承把结构上,不可直接稳装于楼板上。

钢丝绳作为一种起吊类构件已投入生产使用多年,近年来由于承载的环境和工况的要求越来越高,绳整体质量亟待提高。目前
国内多数企业的钢丝绳制造工艺已趋完善,且为企业创造了巨大利益,其可运行性亦无疑问,但与国外制造企业相比,我们还有一
段差距。如何改善和提高制绳钢丝的质量,对改进和提升钢丝绳的质量有着至关重要的作用,进一步挖掘提高制绳钢丝质量的方法
显得十分有意义
众所周知,制绳丝的性能取决于很多条件,品质的优劣可来自多方面因素,经常可见绳在使用过程中因腐蚀、磨损或其他原因
出现失效,这与钢丝的热处理性能有很大关系。热处理工艺作为钢丝生产的准备工序,在生产过程中起着至关重要的作用。
润滑剂是承担钢丝和模具之间压力和摩擦的纽带,良好的制绳钢丝除具备自身的性能和辅助处理外,拔丝过程使用的润滑剂
也是关键因素。
"
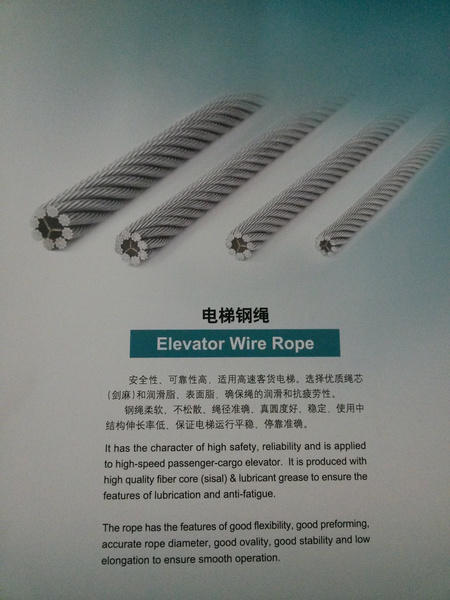
钢丝绳
钢丝绳是将力学性能和几何尺寸符合要求的钢丝按照一定的规则捻制在一起的螺旋状钢丝束,钢丝绳由钢丝、绳芯及润滑脂组成。钢丝绳是先由多层钢丝捻成股,再以绳芯为中心,由一定数量股捻绕成 螺旋状的绳。在 物料搬运机械中,供提升、牵引、拉紧和承载之用。钢丝绳的强度高、自重轻、工作平稳、不易骤然整根折断,工作可靠。
电梯
电梯(elevator,垂直电梯)是一种垂直运送行人或货物的运输设备。 电梯服务于规定楼层建筑,垂直升降电梯具有一个轿厢,运行在至少两列垂直的或倾斜角小于15°的刚性导轨之间,便于乘客出入或装卸货物,按速度可分低速电梯(4米每秒以下)、快速电梯(4到12米每秒)和高速电梯(12米每秒以上)。
相关问答
一般用途钢丝绳和特种钢丝绳的区别
一般用途钢丝绳执行一般用途钢丝绳GBT20118-2006,其钢丝的韧性指标如扭转、弯曲值要低于重要用途钢丝绳,重要用途钢丝绳执行GB8918-2006,钢丝扭转和弯曲指标高于一般用途钢丝绳。特种钢丝绳,一般指专门用途的钢丝绳,如航空钢丝绳、电梯钢丝绳等等。国内生产钢丝绳品种如下:1.磷化涂层钢丝绳(中国专利),钢丝经锰系、锌锰系磷化处理,钢丝的耐磨性、耐蚀性全面跃升,不易磨损、不易锈蚀使钢丝绳疲劳寿命超大幅度提高,疲劳寿命是同结构光面钢丝绳3倍(试验室可比条件下),磷化涂层钢丝绳正在全面取代各类光面钢丝绳,也可替代先镀后拔薄锌层镀锌钢丝绳使用(可通过盐雾试验检验耐蚀能力),使用寿命长,单位使用成本更低,质量稳定性可靠性更佳。2.镀锌钢丝绳,包括热镀锌和电镀锌两种,一般热镀锌锌层厚,电镀锌锌层薄3.不锈钢丝绳,以304或316不锈钢为主,防腐蚀效果非常优秀但是价格昂贵4.涂塑钢丝绳,碳素钢丝绳基础上,外层涂覆聚乙烯、聚丙烯或尼龙5.光面钢丝绳,使用寿命短,市场需求剧减,将被磷化涂层钢丝绳全面淘汰。6.海洋工程系泊用钢丝绳7.缆索钢丝绳大气环境中使用的起重机械,优选锰系磷化涂层钢丝绳,重腐蚀环境优选热镀锌—磷化双...一般用途钢丝绳执行一般用途钢丝绳GBT20118-2006,其钢丝的韧性指标如扭转、弯曲值要低于重要用途钢丝绳,重要用途钢丝绳执行GB8918-2006,钢丝扭转和弯曲指标高于一般用途钢丝绳。