1, 夹具和治具的区别 治具是不是制具

治具不是制具。“治具”与“夹具”(fixture) 这两个词,由于用途接近,以致常容易被人搞混、甚至误用。具体如下:1、概念不同,治具着重在工作和导引工具。治具是一个木工、铁工、钳工、机械、电控以及其他一些手工艺品的大类工具,主要是作为协助控制位置或动作(或两者)的一种工具。因台湾曾被日本曾长期统治,也就习惯了“治具”这个词。2、用途不同,夹具则着重于握持工具在一个固定的位置。有一些同时具有这两种功能(控制和导引工具)的装置也被称为治具,但只握持但不具引导工具的装置则被称为“夹具”而非“治具”。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具最为常见,常简称为夹具。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。3、分类不同,夹具种类按使用特点可分为:夹具的种类,视工件的加工特性而有所不同,以业界现有治具为例,在加工机加工范围内同时夹持多个工件,且将不同类型之工件的夹持与固定,设计在同一组治具上,在生产作业换线时只要将部份零件更换即可。例如:压板、定位销、基准块、油压缸等小零件,以达到快速换线之弹性功能。夹具治具是工件在加工过程当中,非常方便又快速的一项辅助工具。因此,设计合适的夹具治具对于小量多样化的加工方式更是重要的课题。万能通用夹具,如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种标准附件。专用性夹具,为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。可调夹具,可以更换或调整元件的专用夹具。组合夹具,由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
2, 夹具和治具的区别在哪里?

1、概念不同,治具着重在工作和导引工具。治具是一个木工、铁工、钳工、机械、电控以及其他一些手工艺品的大类工具,主要是作为协助控制位置或动作(或两者)的一种工具。因台湾曾被日本曾长期统治,也就习惯了“治具”这个词。2、用途不同,夹具则着重于握持工具在一个固定的位置。有一些同时具有这两种功能(控制和导引工具)的装置也被称为治具,但只握持但不具引导工具的装置则被称为“夹具”而非“治具”。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具最为常见,常简称为夹具。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。3、分类不同,夹具种类按使用特点可分为:夹具的种类,视工件的加工特性而有所不同,以业界现有治具为例,在加工机加工范围内同时夹持多个工件,且将不同类型之工件的夹持与固定,设计在同一组治具上,在生产作业换线时只要将部份零件更换即可。例如:压板、定位销、基准块、油压缸等小零件,以达到快速换线之弹性功能。夹具治具是工件在加工过程当中,非常方便又快速的一项辅助工具。因此,设计合适的夹具治具对于小量多样化的加工方式更是重要的课题。
相关概念
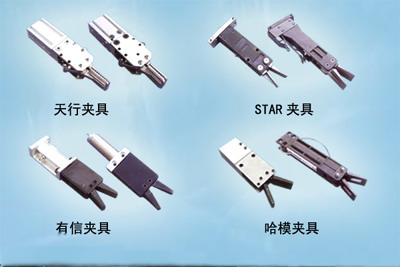
夹具
夹具:机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置。
治具
治具是一个木工、铁工、钳工、机械、电控以及其他一些手工艺品的大类工具,主要是作为协助控制位置或动作(或两者)的一种工具。
工件
工件,制造过程中的一个产品部件。也叫制件、作件、课件、五金件等。