1, 机床加工操作的工序、工步等工艺内容;

数控加工工艺,就是用数控机床加工零件的一种工艺方法,数控加工与通用机床加工在方法和内容上有许多相似之处,是伴随着数控机床的产生、发展而逐步完善起来的一种应用技术。不同点主要表现在控制方式上。以机械加工为例,用通用机床加工零件时,就某道工序而言,其工步的安排、机床运动的先后次序、位移量、走刀路线及有关的切削参数的选择等,都是由操作人员自行考虑和确定的,且是用手工操作方式来进行控制的。如果采用自动车床、仿型车床或仿型铣床加工,虽然也能达到对加工过程实现自动控制的目的,但其控制方式也是通过预先配置的凸轮、挡块或靠模来实现的。而用数控机床加工时,编程人员要把原先由操作人员考虑和决定的操作内容和动作,如工步的划分与顺序、走刀路线、位移量和切削参数等,按规定的数码形式编排程序,经输入介质送到数控系统进行运算和控制并指挥进给系统进行相应的运动,自动加工出我们所需要的零件形状。因此数控加工的工序更加集中,对加工内容的规定更加具体,对整个工艺过程的考虑更加慎密,不容有丝毫的差错。由于数控机床的自动化程度高而自适性较差,往往稍有不慎就酿成严重的事故,所以,对数控加工工艺的要求更加严格。(1)数控加工工艺设时一定要扬长避短,充分发挥数控加工的优越性,主要包括以下内容:1)选择并决定零件的数控加工内容。2)对加工零件进行数控工艺性分析,比如确认几何尺寸、精度要求、定位基准,考虑是否有必要在毛坯上增设工艺凸耳等等。3)数控加工的工艺路线设计,在这里主要考虑工序的划分、顺序的安排以及和后续加工的衔接问题。4)数控加工工序的设计,把本工序的加工内容、加工用量、工艺装备、定位夹紧方式和月具运动轨迹都具体确定下来,为编程作好充分准备。5)数控加工专用技木文件的编写,这些文件既是数控加工的依据,产品验收依据,也是操作者遵守,执行的规程,有的则是加工程序的具体说明或附加说明。(2)数控加工工序的划分一般方法有:1)以一次安装的加工作为一道工序,适合于加工内容不断的工件。2)以同一把刀具加工的内容划分工序,这种划分方法最为常用,适合于较复杂零件的综合切削加工。3)以加工部位划分工序,这适合于加工内容很多的零件。4)以粗、精加工划分工序,对于易发生加工变形的零件,由于粗加工后可能发生的变形而需要进行校形,故一般来说凡要进行粗、精加工的都要特工序分开。(3)加上顺序安排的原则:1)上道工序的加工不能影响下道工序的定位和夹紧,中间穿插有通用机床加工工序的也要综合考虑。2)先进行内型内腔加工工序,后进行外形加工工序。3)以相同定位、夹紧方式或同一把刀具加工的工序,最好连接进行,以减少重复定位次数、换刀次数与挪动压板次数。4)在同一次安装中进行的多道工序,应先安排对工件刚性破坏较小的工序。记得采纳哦我是ZAG
2, 机械加工主要加工内容有哪些?

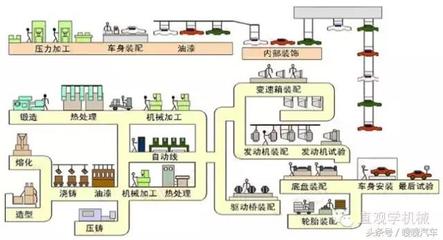
1、生产过程将原材料转变为成品的全过程,称为生产过程。生产过程包括:原材料运输和保存、生产准备工作、毛坯制造、机械加工、热处理、装配、检测、调试,以及油漆和包装等。生产过程可分为:整部机械的生产过程,一个零件或部件的生产过程;一个工厂的生产过程,一个车间的生产过程等。2、工艺过程生产过程中,直接改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程,称为工艺过程。工艺过程是生产过程中的主要部分。机械加工车间生产过程中的主要部分(即采用机械加工的方法,使毛坯成为合格零件所进行的全部过程),称为机械加工工艺过程;装配车间生产过程中的主要部分(即将零件装配成部件或整机的过程),称为装配工艺过程。适用范围:1、 各种金属零件加工;2、 钣金、箱体、金属结构;3、 钛合金、高温合金、非金属等机械加工;4、 风洞燃烧室设计制造;5、 非标设备设计制造。6、 模具设计制造。参考资料来源:搜狗百科-机械加工
3, 什么是机械加工工序?
1、工序指一个 (或一组) 工人在一个工作地对一个 (或几个) 劳动对象连续进行生产活动的综合,是组成生产过程的基本单位。举例:一个工人在一台车床上完成车外圆、端面、退刀槽、螺纹、切断。一组工人刮研一台机床的导轨。2、工位指生产过程最基本的生产单元,在工位上安排人员、设备、原料工具进行生产装配。举例:一人区的作业内容,在以人手工作业或一人为主的生产过程中,一个人一个工位。3、工步即在同一个工序上,要完成一系列作业过程时,把可以归类成某独立的作业过程叫做一个工步。举例:一个装配工序中,把装配零件扣在一起,然后扭螺丝,完成整个装配工序,在这其中,把装配零件扣在一起,可以是装配工序中的一个工步,扭螺丝,又是另外一个工步,两个工步完成后组成整个装配工序的完成工作。4、有些工步,由于余量较大或其他原因,需要同一切削用量(仅指转速和进给量)下对同一表面进行多次切削,这样刀具对工件的每一次切削就称为一次走刀。切削刀具在加工表面上切削一次所完成的工步内容称一次走刀。举例:当铣削平面零件外轮廓时,一般采用立铣刀侧刃切削。刀具切进工件时,应避免沿零件外廓的法向切进,而应沿外廓曲线延长线的切向切进,以避免在切进处产生刀具的刻痕而影响表面质量,保证零件外廓曲线平滑过渡。在生产过程中按其性质和特点,工序可分为:1、工艺工序,即使劳动对象直接发生物理或化学变化的加工工序。2、检验工序,指对原料、材料、毛坯、半成品、在制品、成品等进行技术质量检查的工序。3、运输工序,指劳动对象在上述工序之间流动的工序。按照工序的性质,可把工序分为基本工序和辅助工序:1、基本工序,直接使劳动对象发生物理或化学变化的工序。2、辅助工序,为基本工序的生产活动创造条件的工序。工序按工艺加工特点还可细分为若干工步(在金属切削加工中工步可再细分若干走刀或工遍);按其劳动活动特点可细分为若干操作(或操作组)、动作。合理划分工序,有利于建立生产劳动组织,加强劳动分工与协作,制定劳动定额。参考资料来源:百度百科-工序参考资料来源:百度百科-工位参考资料来源:百度百科-工步参考资料来源:百度百科-走刀