1, 数控车床内圈对刀视频教程

数控车床对刀有关的概念和对刀方法 (1)刀位点:代表刀具的基准点,也是对刀时的注视点,一般是刀具上的一点。 (2)起刀点:起刀点是刀具相对与工件运动的起点,即零件加工程序开始时刀位点的起始位置,而且往往还是程序的 运行的终点。 (3)对刀点与对刀:对刀点是用来确定刀具与工件的相对位置关系的点,是确定工件坐标系与机床坐标系的关系的点。 对刀就是将刀具的刀位点置于对刀点上,以便建立工件坐标系。 (4)对刀基准(点):对刀时为确定对刀点的位置所依据的基准,该基可以是点、线、面,它可以设在工件上或夹具上 或机床上。 (5)对刀参考点:是用来代表刀架、刀台或刀盘在机床坐标系内的位置的参考点,也称刀架中心或刀具参考点。 用试切法确定起刀点的位置对刀的步骤 (1)在MDI或手动方式下,用基准刀切削工件端面; (2)用点动移动X轴使刀具试切该端面,然后刀具沿X轴方向退出,停主轴。 记录该Z轴坐标值并输入系统。 (3)用基准刀切量工件外径。 (4)用点动移动Z轴使刀具切该工件的外圆表面,然后刀具沿Z方向退出,停主轴。用游表卡尺测量工件的直径,记录该 X坐标值并输入系统。 (5)对第二把刀,让刀架退离工件足够的地方,选择刀具号,重复(1)—(4)步骤。 数控铣床(加工中心)Z轴对刀器 Z轴对刀器主要用于确定工件坐标系原点在机床坐标系的Z轴坐标,或者说是确定刀具在机床坐标系中的高度。Z轴对刀器有光电式()和指针式等类型,通过光电指示或指针,判断刀具与对刀器是否接触,对刀精度一般可达 100.0±0.0025(mm),对刀器标定高度的重复精度一般为0.001~0.002(mm)。对刀器带有磁性表座,可以牢固地附着在工件或夹具上。Z轴对刀器高度一般为50mm或lOOmm。 Z轴对刀器的使用方法如下: (1)将刀具装在主轴上,将Z轴对刀器吸附在已经装夹好的工件或夹具平面上。 (2)快速移动工作台和主轴,让刀具端面靠近Z轴对刀器上表面。 (3)改用步进或电子手轮微调操作,让刀具端面慢慢接触到Z轴对刀器上表面,直到Z轴对刀器发光或指针指示到零位。 (4)记下机械坐标系中的Z值数据。 (5)在当前刀具情况下,工件或夹具平面在机床坐标系中的Z坐标值为此数据值再减去Z轴对刀器的高度。 (6)若工件坐标系Z坐标零点设定在工件或夹具的对刀平面上,则此值即为工件坐标系Z坐标零点在机床坐标系中的位置,也就是Z坐标零点偏置值。 3.寻边器 寻边器主要用于确定工件坐标系原点在机床坐标系中的X、Y零点偏置值,也可测量工件的简单尺寸。它有偏心式()、迥转式()和光电式()等类型。 偏心式、迥转式寻边器为机械式构造。机床主轴中心距被测表面的距离为测量圆柱的半径值。 光电式寻边器的测头一般为10mm的钢球,用弹簧拉紧在光电式寻边器的测杆上,碰到工件时可以退让,并将电路导通,发出光讯号。通过光电式寻边器的指示和机床坐标位置可得到被测表面的坐标位置。利用测头的对称性,还可以测量一些简单的尺寸。
2, 数控机床怎么对刀啊?请教哦。有视频的就更好 了。
你看看有没有帮助!!! 数控车床对刀有关的概念和对刀方法 (1)刀位点:代表刀具的基准点,也是对刀时的注视点,一般是刀具上的一点。 (2)起刀点:起刀点是刀具相对与工件运动的起点,即零件加工程序开始时刀位点的起始位置,而且往往还是程序的 运行的终点。 (3)对刀点与对刀:对刀点是用来确定刀具与工件的相对位置关系的点,是确定工件坐标系与机床坐标系的关系的点。 对刀就是将刀具的刀位点置于对刀点上,以便建立工件坐标系。 (4)对刀基准(点):对刀时为确定对刀点的位置所依据的基准,该基可以是点、线、面,它可以设在工件上或夹具上 或机床上。 (5)对刀参考点:是用来代表刀架、刀台或刀盘在机床坐标系内的位置的参考点,也称刀架中心或刀具参考点。 用试切法确定起刀点的位置对刀的步骤 (1)在MDI或手动方式下,用基准刀切削工件端面; (2)用点动移动X轴使刀具试切该端面,然后刀具沿X轴方向退出,停主轴。 记录该Z轴坐标值并输入系统。 (3)用基准刀切量工件外径。 (4)用点动移动Z轴使刀具切该工件的外圆表面,然后刀具沿Z方向退出,停主轴。用游表卡尺测量工件的直径,记录该 X坐标值并输入系统。 (5)对第二把刀,让刀架退离工件足够的地方,选择刀具号,重复(1)—(4)步骤。 数控铣床(加工中心)Z轴对刀器 Z轴对刀器主要用于确定工件坐标系原点在机床坐标系的Z轴坐标,或者说是确定刀具在机床坐标系中的高度。Z轴对刀器有光电式()和指针式等类型,通过光电指示或指针,判断刀具与对刀器是否接触,对刀精度一般可达 100.0±0.0025(mm),对刀器标定高度的重复精度一般为0.001~0.002(mm)。对刀器带有磁性表座,可以牢固地附着在工件或夹具上。Z轴对刀器高度一般为50mm或lOOmm。 Z轴对刀器的使用方法如下: (1)将刀具装在主轴上,将Z轴对刀器吸附在已经装夹好的工件或夹具平面上。 (2)快速移动工作台和主轴,让刀具端面靠近Z轴对刀器上表面。 (3)改用步进或电子手轮微调操作,让刀具端面慢慢接触到Z轴对刀器上表面,直到Z轴对刀器发光或指针指示到零位。 (4)记下机械坐标系中的Z值数据。 (5)在当前刀具情况下,工件或夹具平面在机床坐标系中的Z坐标值为此数据值再减去Z轴对刀器的高度。 (6)若工件坐标系Z坐标零点设定在工件或夹具的对刀平面上,则此值即为工件坐标系Z坐标零点在机床坐标系中的位置,也就是Z坐标零点偏置值。 3.寻边器 寻边器主要用于确定工件坐标系原点在机床坐标系中的X、Y零点偏置值,也可测量工件的简单尺寸。它有偏心式()、迥转式()和光电式()等类型。 偏心式、迥转式寻边器为机械式构造。机床主轴中心距被测表面的距离为测量圆柱的半径值。 光电式寻边器的测头一般为10mm的钢球,用弹簧拉紧在光电式寻边器的测杆上,碰到工件时可以退让,并将电路导通,发出光讯号。通过光电式寻边器的指示和机床坐标位置可得到被测表面的坐标位置。利用测头的对称性,还可以测量一些简单的尺寸。
3, 数控机床对刀详细的过程
方法是多种的,而且互有联系,没办法只介绍一种。1、对刀方法:数控加工的对刀,对其处理的好坏直接影响到加工零件的精度,还会影响数控机床的操作。所谓对刀,就是在工件坐标系中使刀具的刀位点位于起刀点(对刀点)上,使其在数控程序的控制下,由此刀具所切削出的加工表面相对于定位基准有正确的尺寸关系,从而保证零件的加工精度要求。在数控加工中,对刀的基本方法有试切法、对刀仪对刀、ATC对刀和自动对刀等。2、试切法:根据数控机床所用的位置检测装置不同,试切法分为相对式和绝对式两种。在相对式试切法对刀中,可采用三种方法:一是用量具(如钢板尺等)直接测量,对准对刀尺寸,这种对刀方法简便但不精确;二是通过刀位点与定位块的工作面对齐后,移开刀具至对刀尺寸,这种方法的对刀准确度取决于刀位点与定位块工作面对齐的精度;三是将工件加工面先光一刀,测出工件尺寸,间接算出对刀尺寸,这种方法最为精确。在绝对式试切法对刀中,需采用基准刀,然后以直接或间接的方法测出其他刀具的刀位点与基准刀之间的偏差,作为其他刀具的设定刀补值。以上试切法,采用“试切——测量——调整(补偿)”的对刀模式,故占用机床时间较多,效率较低,但由于方法简单,所需辅助设备少,因此广泛被用于经济型低档数控机床中。3、对刀仪对刀:对刀仪对刀分为机内对刀仪对刀和机外对刀仪对刀两种。机内对刀仪对刀是将刀具直接安装在机床某一固定位置上(对车床,刀具直接安装在刀架上或通过刀夹再安装在刀架上),此方法比较多地用于车削类数控机床中。而机外对刀仪对刀必须通过刀夹再安装在刀架上(车床),连同刀夹一起,预先在机床外面校正好,然后把刀装上机床就可以使用了,此方法目前主要用于镗铣类数控机床中,如加工中心等。采用对刀仪对刀需添置对刀仪辅助设备,成本较高,装卸刀具费力,但可节省机床的对刀时间,提高了对刀精度,一般用于精度要求较高的数控机床中。4、ATC对刀:AIC对刀是在机床上利用对刀显微镜自动计算出刀具长度的方法。由于操纵对刀镜以及对刀过程还是手动操作和目视,故仍有一定的对刀误差。与对刀仪对刀相比,只是装卸刀具要方便轻松些。自动对刀是利用CNC装置的刀具检测功能,自动精确地测出刀具各个坐标方向的长度,自动修正刀具补偿值,并且不用停顿就直接加工工件。与前面的对刀方法相比,这种方法减少了对刀误差,提高了对刀精度和对刀效率,但需由刀检传感器和刀位点检测系统组成的自动对刀系统,而且CNC系统必须具备刀具自动检测的辅助功能,系统较复杂,投入资金大,一般用于高档数控机床中。5、自动对刀:自动对刀是利用CNC装置的刀具检测自动修正刀具补偿值功能,自动精确地测出刀具各个坐标方向的长度,并且不用停顿就直接加工工件。自动对刀亦称刀尖检口功能。在加工中心上一次安装工件后,需用刀库中的多把刀具加工工件的多个表面。为提高对刀精度和对刀效率,一般采用机外对刀仪对刀、ATC对刀和自动对刀等方法,其中机外对仪对刀一般广泛用于中档铿铣类加工中心上。在采用对刀仪对刀时,一般先选择基准芯棒对准好工件表面,以确定工件坐标原点,然后选择某一个方便对刀的面,采用动态(刀转)对刀方式。例子如下:例如,当加工零件时,如果按φ38㎜→φ36㎜→φ34㎜的次序安排车削,不仅会增加刀具返回对刀点所需的空行程时间,而且还可能使台阶的外直角处产生毛刺(飞边)。对这类直径相差不大的台阶轴,当第一刀的切削深度(图中最大切削深度可为3㎜左右)未超限时,宜按φ34㎜→φ36㎜→φ38㎜的次序先近后远地安排车削。
名词解释
对刀
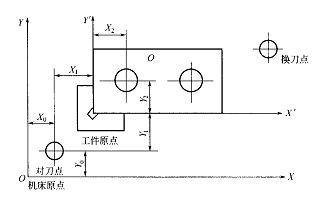
对刀的目的是确定程序原点在机床坐标系中的位置,对刀点可以设在零件上、夹具上或机床上,对刀时应使对刀点与刀位点重合。
刀具
刀具是一种日常生活常用的工具,亦可是一种武器。在机械制造中用于切削加工的工具称为切削工具。 绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上都用于切削金属材料,所以“刀具”一词一般就理解为金属切削刀具。切削木材用的刀具则称为木工刀具。还有特别应用的一类刀具,用于地质勘探、打井、矿山钻探,称为矿山刀具。
工件
工件,制造过程中的一个产品部件。也叫制件、作件、课件、五金件等。