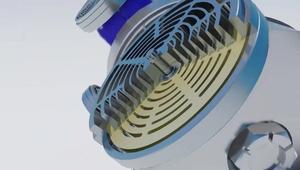
3, 摩擦焊接和超声波焊接原理?

摩擦焊机原理:在压力作用下,通过待焊工件的摩擦界面及其附近温度升高,材料的变形抗力降低、塑性提高、界面氧化膜破碎,伴随着材料产生塑性流变,通过界面的分子扩散和再结晶而实现焊接的固态方法。摩擦焊通常由如下四个步骤构成:1.机械能转化为热能2.材料塑性变形3.热塑性下的锻压力4.分子间扩散再结晶摩擦焊优势:摩擦焊相对传统熔焊最大的不同点在于整个焊接过程中,待焊金属获得能量升高达到的温度并没有达到其熔点,即金属是热塑性状态下实现的类锻态固相连接。相对于传统熔焊,摩擦焊具有焊接头质量高,能达到焊缝强度与基本材料等强度,焊接效率高、质量稳定、一致性好,可实现异种材料焊接等。Friction welding machine principle:Under pressure, to be welded byFriction interface temperature of the work piece and its vicinityIncreased deformation resistance of the material is reduced,Plasticity increased interfacial oxide film broken,Along with the material to produce plastic flow interface by molecular diffusion and Re crystallization Solid-state welding method.Friction welding is generally constituted by the following four steps:1. the mechanical energy into heat2. Plastic Deformation3. The thermoplastic forging force under4. molecular diffusion and re crystallizationFriction Welding Advantages:Compared with the traditional friction welding fusion biggest difference is that the entire welding process, the metal to be welded to gain energy to reach elevated temperatures did not reach its melting point, that is, the metal is at a thermoplastic state class that implements the forged solid connection.Compared with traditional fusion welding, friction welding with high quality welded joints, weld strength and intensity to achieve the basic materials, high welding efficiency, stable quality, consistency, enabling dissimilar material welding.
4, 摩擦焊接技术的特点有哪些

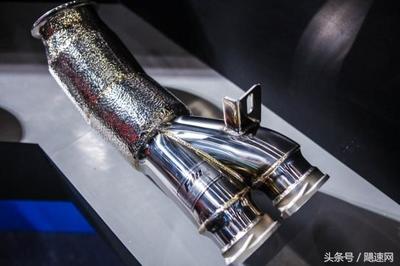
在压力作用下,通过待焊工件的摩擦界面及其附近温度升高,材料的变形抗力降低、塑性提高、界面氧化膜破碎,伴随着材料产生塑性流变,通过界面的分子扩散和再结晶而实现焊接的固态焊接方法。 摩擦焊通常由如下四个步骤构成:1、机械能转化为热能;2、材料塑性变形;3、热塑性下的锻压力;4、分子间扩散再结晶。 摩擦焊相较传统熔焊最大的不同点在于整个焊接过程中,待焊金属获得能量升高达到的温度并没有达到其熔点,即金属是在热塑性状态下实现的类锻态固相连接。 相对传统熔焊,摩擦焊具有焊接接头质量高——能达到焊缝强度与基体材料等强度,焊接效率高、质量稳定、一致性好,可实现异种材料焊接等。 摩擦焊技术经过长年的发展,已经发展出很多种摩擦焊接的分类:包括惯性摩擦焊、径向摩擦焊、线性摩擦焊、轨道摩擦焊、搅拌摩擦焊等。 关于传统摩擦焊的定义:利用焊件表面相互摩擦所产生的热,使端面达到热塑性状态,然后迅速顶锻,完成焊接的一种压焊方法。
名词解释
焊接
焊接,,也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。 焊接通过下列三种途径达成接合的目的: 1、熔焊——加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。 2、压焊——焊接过程必须对焊件施加压力,属于各种金属材料和部分金属材料的加工。 3、钎焊——采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散实现链接焊件。适合于各种材料的焊接加工,也适合于不同金属或异类材料的焊接加工。 现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
摩擦
摩擦(拼音:mó cā),指物体和物体紧密接触,来回移动等。
焊缝
焊缝(英文名:weld),是指焊件经焊接后所形成的结合部分。按焊缝本身截面形式不同,焊缝分为对接焊缝和角焊缝。