1, 激光切割厚板最大可以切钢板的厚度是多少

楼主,您好!这个问题我已经回答过几次了,现在将其复制过来,希望对您有所帮助!我销售过很多品牌的激光切割机。主要是大功率的,切割金属材料的。1.目前激光切割机在工业上的应用最大切割能力:碳钢为36mm(钢板质量要好,速度可以650mm/min左右),如果36mm钢板材质好,机器好,且图形不是很复杂,切割质量还是很好。关键是速度不快,用等离子切割机或火焰切割机会更合理一些。不锈钢为25mm(用高压氮气作为辅助气体时,速度比较慢400mm/min左右)但国内用户一般针对激光切割,低碳钢25mm以下 , 不锈钢16mm以下2.激光切割机的最大行程:目前有两种结构的激光金属切割机:一种是台式的,一般的有效切割范围为1.5*3米 2*4米另一种是龙门式的激光切割机, 有效切割范围可以很大. 有效切割宽可以2-6米,长度可以几十米.跟火焰切割机和等离子切割机的结构一样.3.速度与精度:如果楼主主要切割的板在6mm以下,建议买台式的激光切割机。速度和精度比龙门式的好,如果楼主的要切割的材料大部分是3mm以上,产品尺寸为大件,建议买龙门式比较好。4、品牌与价格台式机第一梯队:通快,百超 第二梯队:天田,村田,三菱,马扎克,普瑞玛第三梯队:南京光谷诺太激光、上海团结普瑞玛,深圳大族等第四梯队:其他公司价格与品牌成正比的。5、激光切割机都可以全天侯工作的。6、如何选购激光切割机:最主要的还是要看楼主切割什么样的产品,以我个人经验,如果楼主的产品主要是小尺寸部件,且以薄板为主的话就选用台式机,什么品牌要看自己的预算。还要比售后服务,零部件和消耗品的价格和寿命。切割时的运行成本等等。如果您的产品大部分都是在3MM以上,且材料都是大尺寸板,要切割的零部件也相对大,就选用龙门式激光切割机。如工程机械、造船、环保机械、等要切割大板,厚板的行业。7、广告时间:本人现在销售的是龙门式激光切割机。现在三种功率的激光切割机2000W 切割能力(碳钢19MM,不锈钢8MM)4000W 切割能力(碳钢22MM,不锈钢10MM(如果用高压的话可以16MM)6000W 切割能力(碳钢32MM(国内的钢板不是很好,建议生产时最好只考虑25)不锈钢12MM(高压20MM)速度方便给楼主一个概念吧,比如有4000W的激光切割机,切割12MM的碳钢板,速度大约1500MM/MIN左右 切割16MM的板为900-1000MM/MIN左右。]
2, 激光金属厚板切割与水刀切割的区别?及成本比较

激光切割,水刀切割比较。激光切割的特点:激光切割目前广泛用于钣金加工行业,激光切割速度快,精确度高。对中薄板材、铝板、不锈钢等金属板材的切割有绝对的优势、激光主要用于20毫米以下高精度的钢板下料加工 。水切割与激光切割比较:激光切割设备的投资较大,目前大多用于中薄钢板、部分非金属材料的切割,切割速度较快,精度较高,另外对有些材料激光切割不理想,如铝、铜等有色金属、合金,尤其是对较厚金属板材的切割,切割表面不理想,甚至无法切割。目前人们对大功率激光发生器的研究,就是力图解决厚钢板的切割,但设备投资、维护保养和运行消耗等成本也很可观。水切割投资小,运行成本低,切割材料范围广,效率高,但速度忙,精确度低,操作维修方便。但激光切割速度比水切割速度快,精确高。水刀切割用于非金属材料,铜,铝及10毫米以上不锈钢的下料加工。激光切割与等离子切割比较:等离子切割有明显的热效应,精度低,切割表面不容易再进行二次加工,但能对厚板进行切割。激光切割只能对中薄板进行切割,激光切割切割面光滑、精度高,一般不需要进行二次加工 ,切割速度也比等离子快。等离子拥有要求不高或20以上的的钢板下料加工。激光切割与线切割比较对金属的加工,线切割有更高的精度,且能对厚板进行切割,但速度很慢,有时需要用其它方法另外穿孔、穿丝才能进行切割,而且切割尺寸受到很大局限,激光切割可以对材料打孔、切割,切割速度快,加工尺寸范围比线切割大。明显优势就是速度比线切割快。激光切割与其它切割方法比较,线切割用于模具的下料有一定的优势,拥有机械加工等。对一些钣金零件可采取冲剪工艺方法,效率高、速度快,成本低但需要特定的模具和刀具且只能最薄板进行冲、剪加工,激光切割与该切割方法相比柔性好,可随时进行任意形状工件的切割加工且不用模具。冲剪工艺将很难或无法实现。火焰切割也是金属领域常用的切割工艺,切割的厚度范围非常大,但与激光切割比较、切割表面质量和精度较差,但能对厚板及加工范围比激光切割大总结:激光切割速度快,切割精度高,但切割铝,铜等不是太理想。设备价格昂贵。水刀切割:切割速度慢但比线切割快,但切割割断面不是太好。等离子:切割精度差,单能切厚板。线切割:速度慢。
3, 激光切割机在割厚板时,切割头撞到材料
你好!楼主!一楼搞些什么东西,把我以前回答过的复制过来,晕,还带有乱码。本人是做切割机切割技术兼销售的。对贵公司仰慕已久。贵司好像有两台瑞士百超的激光切割机,还有一台小松的等离子切割机。希望有机会能到贵公司交流交流!楼主说的切割厚板时,切割头会撞到材料。这个问题应该是在切割小尺寸零件时,切割好的零件由于得不到很好的支撑,翘起来,然后切割头在空行时撞上翘起的零件。如果是这种原因引起的,有几个方法可以解决:1,加强工作平台的支撑密度,让切割好的零件得到足够的支撑,不会翘起来。2,通过软件编程时来实现不会空行撞枪。就是在电脑上套料的时候,把激光切割头的空行轨迹尽量避免已经切割完成的区域,来减少撞枪的可能。3,激光切割头上应该有防碰撞的装置。切割头的碰撞是在所来难的。有了防碰撞装置,会减少因碰撞带来的对切割头的伤害。希望以上的回答对您有所帮助。另外我现在做的激光切割机是超大工作台面,大功率激光切割机(台面一般为3*20米,功率为4000W,6000W等),如果楼主对此感兴趣,可以看看我的百度空间,里面也有我的联系方式。
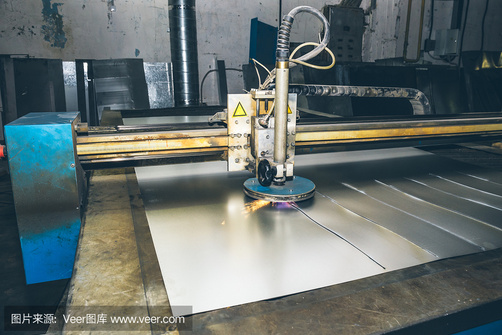
4, 激光切割机切割厚板使用什么气体效率高

如今的镀锌钢板,都逐渐采用激光切割机进行加工。但是,激光切割机在加工时也会遇到各种问题。在这里,深圳木森科技就重点分析一下关于镀锌钢板的几种气体切割的优缺点。激光切割的优点在于它是一种不接触材料的加工方式,所以不会损伤板材表面,而且切断面上不会留有毛刺,因此它是一种可以大幅度削减后道工序的加工方法。镀锌钢板大家都知道,镀锌钢板是通过表面镀锌来保护里面的碳钢,长期使用而不易生锈的一种板材。虽然这种板材比普通碳钢板稍微贵一点,但由于无需为了防锈而进行喷涂等后道工序,所以从整个产品的成本来看,还是划算的。从辅助气体角度来看,一般对镀锌钢板有三种切割工艺,即空气切割、氧气切割和氮气切割。接下来,我们分析一下这三种切割工艺各自的优缺点:1、空气切割优点是加工成本极低,只需要考虑激光本身和空压机的电费即可,无需产生高昂的辅助气体费用,而在薄板上的切割效率却可以匹敌氮气切割,是一种既经济又高效的切割方法。但在切断面上的缺点也同样明显。首先,空气切割的断面会产生底面毛刺,激光加工后的产品还必须要经过去毛刺等二次加工,不利于整个产品生产周期。其次,空气切割的断面容易发黑,影响产品的品质。因此,激光加工无需后续处理的优点就无法体现出来。所以,在针对镀锌钢板的加工中,很多企业是不愿意选择空气切割方式。2、氧气切割这是最传统也是最标准的切割方法。优点是气体成本低,而且在以碳钢为主的钣金加工中,无需频繁的切换辅助气体,便于工厂管理。但缺点是经过氧气切割后,在切割断面的表层会留有一层氧化皮,除了边缘会发黑外,如果直接将这种带有氧化皮的产品进行焊接的话,时间一长,氧化皮就会自然剥落。而这就是,镀锌板焊接容易虚焊的原因之一。3、氮气切割采用氮气进行高速加工,作用不同于助燃用的氧气,氮气而是起到保护作用,所以切割断面不会产生氧化皮。很多制造商也就是看中了这一优点,所以对镀锌钢板的切割往往会采用氮气进行加工。但氮气切割的缺点也就在这里:由于切割断面上完全没有保护,所以产品很容易生锈。制造商最好需要对材料进行再次喷涂。深圳木森总结以上这些加工方式的优缺点,希望各位制造商可根据自己的实际需求去选择符合自己的加工方式。
相关概念
镀锌
镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。主要采用的方法是热镀锌。 锌易溶于酸,也能溶于碱,故称它为两性金属。锌在干燥的空气中几乎不发生变化。在潮湿的空气中,锌表面会生成致密的碱式碳酸锌膜。在含二氧化硫、硫化氢以及海洋性气氛中,锌的耐蚀性较差,尤其在高温高湿含有机酸的气氛里,锌镀层极易被腐蚀。锌的标准电极电位为-0.76V,对钢铁基体来说,锌镀层属于阳极性镀层,它主要用于防止钢铁的腐蚀,其防护性能的优劣与镀层厚度关系甚大。锌镀层经钝化处理、染色或涂覆护光剂后,能显著提高其防护性和装饰性。