1, 激光切割有哪些加工方式

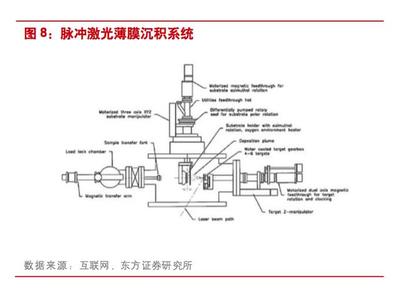
激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。现代的激光成了人们所幻想追求的“削铁如泥”的“宝剑”。 以金运激光CO2激光切割机为例,整个系统由控制系统、运动系统、光学系统、水冷系统、排烟和吹气保护系统等组成,采用最先进的数控模式实现多轴联动及激光不受速度影响的等能量切割,同时支持DXP、PLT、CNC等图形格式并强化界面图形绘制处理能力;采用性能优越的进口伺服电机和传动导向结构实现在高速状态下良好的运动精度。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。在计算机的控制下,通过脉冲使激光器放电,从而输出受控的重复高频率的脉冲激光,形成一定频率,一定脉宽的光束,该脉冲激光束经过光路传导及反射并通过聚焦透镜组聚焦在加工物体的表面上,形成一个个细微的、高能量密度光斑,焦斑位于待加工面附近,以瞬间高温熔化或气化被加工材料。每一个高能量的激光脉冲瞬间就把物体表面溅射出一个细小的孔,在计算机控制下,激光加工头与被加工材料按预先绘好的图形进行连续相对运动打点,这样就会把物体加工成想要的形状。切割时,一股与光束同轴气流由切割头喷出,将熔化或气化的材料由切口的底部吹出(注:如果吹出的气体和被切割材料产生热效反应,则此反应将提供切割所需的附加能源;气流还有冷却已切割面,减少热影响区和保证聚焦镜不受污染的作用)。与传统的板材加工方法相比,激光切割其具有高的切割质量(切口宽度窄、热影响区小、切口光洁) 、高的切割速度、高的柔性(可随意切割任意形状) 、广泛的材料适应性等优点。主要工艺有以下几种:1、汽化切割。在高功率密度激光束的加热下,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。一些不能熔化的材料,如木材、碳素材料和某些塑料就是通过这种汽化切割方法切割成形的。汽化切割过程中,蒸汽随身带走熔化质点和冲刷碎屑,形成孔洞。汽化过程中,大约40%的材料化作蒸汽消失,而有60%的材料是以熔滴的形式被气流驱除的。2、熔化切割。当入射的激光束功率密度超过某一值后,光束照射点处材料内部开始蒸发,形成孔洞。一旦这种小孔形成,它将作为黑体吸收所有的入射光束能量。小孔被熔化金属壁所包围,然后,与光束同轴的辅助气流把孔洞周围的熔融材料带走。随着工件移动,小孔按切割方向同步横移形成一条切缝。激光束继续沿着这条缝的前沿照射,熔化材料持续或脉动地从缝内被吹走。3、氧化熔化切割。熔化切割一般使用惰性气体,如果代之以氧气或其它活性气体,材料在激光束的照射下被点燃,与氧气发生激烈的化学反应而产生另一热源,称为氧化熔化切割。具体描述如下:(1)材料表面在激光束的照射下很快被加热到燃点温度,随之与氧气发生激烈的燃烧反应,放出大量热量。在此热量作用下,材料内部形成充满蒸汽的小孔,而小孔的周围为熔融的金属壁所包围。(2)燃烧物质转移成熔渣控制氧和金属的燃烧速度,同时氧气扩散通过熔渣到达点火前沿的快慢也对燃烧速度有很大的影响。氧气流速越高,燃烧化学反应和去除熔渣的速度也越快。当然,氧气流速不是越高越好,因为流速过快会导致切缝出口处反应产物即金属氧化物的快速冷却,这对切割质量也是不利的。(3)显然,氧化熔化切割过程存在着两个热源,即激光照射能和氧与金属化学反应产生的热能。据估计,切割钢时,氧化反应放出的热量要占到切割所需全部能量的60%左右。很明显,与惰性气体比较,使用氧作辅助气体可获得较高的切割速度。(4)在拥有两个热源的氧化熔化切割过程中,如果氧的燃烧速度高于激光束的移动速度,割缝显得宽而粗糙。如果激光束移动的速度比氧的燃烧速度快,则所得切缝狭而光滑。4、控制断裂切割。对于容易受热破坏的脆性材料,通过激光束加热进行高速、可控的切断,称为控制断裂切割。这种切割过程主要内容是:激光束加热脆性材料小块区域,引起该区域大的热梯度和严重的机械变形,导致材料形成裂缝。只要保持均衡的加热梯度,激光束可引导裂缝在任何需要的方向产生。要注意的是,这种控制断裂切割不适合切割锐角和角边切缝。切割特大封闭外形也不容易获得成功。控制断裂切割速度快,不需要太高的功率,否则会引起工件表面熔化,破坏切缝边缘。其主要控制参数是激光功率和光斑尺寸大小。
2, 激光切割机加工

操作激光切割机的时候总会碰到大大小小的问题和疑惑,特别是对新手来说,更是如同天书,不知从何下手,深圳美克激光总结多年加工操作的经验,给大家做一个分享,希望能对各大厂家解惑之路有一丝丝启发。激光切割机的加工轨迹是根据加工程序用图形的方式直观模拟切割,在这个切割的过程中操应该观察切割的切入方式和加工的次序、加工轨迹,时常检查是否有错误的切割路径。在加工的时候,若是要进行其他的工作,那么你可以设置它的参数来实现加工需求。要想将数控加工和生产管理系统联系起来,一般可以实现零部件排样之后才能生成一个完整的切割轨迹。不同加工的模式,那么它的激光切割轨迹就有所不同,因此,大家在使用的时候应该注意。 激光切割机的光束一般为脉冲激光,在加工钣金时,每秒的出光功率都有所不同,所以切割面难免会有细微的不平整,而提高激光器的出光频率可以减少断面的粗糙度,可以吹掉产生的废渣,减少毛刺出现的情况,还能够增加断面的光洁度。激光切割机的加工轨迹是更具加工程序用图形的方式直观模拟切割,时常的检查是否有错误的切割路径。在加工的时候,若是要进行其他的工作,那么你可以设置它的参数来实现加工需求。
相关概念
切割
切割是一种物理动作。狭义的切割是指用刀等利器将物体(如食物、木料等硬度较低的物体)切开;广义的切割是指利用工具,如机床、火焰等将物体,使物体在压力或高温的作用下断开。数学中也有引申出的“切割线”,是指能将一个平面分成几个部分的直线。切割在人们的生产、生活中有着重要的作用。
激光
激光是20世纪以来继核能、电脑、半导体之后,人类的又一重大发明,被称为“最快的刀”、“最准的尺”、“最亮的光”。原子受激辐射的光,故名“激光”。 光是原子中的电子吸收能量后,从低能级跃迁到高能级,再从高能级回落到低能级,回落的时候释放的能量以光子的形式放出。而激光,就是被引诱(激发)出来的光子队列,这光子队列中的光子们,光学特性一样,步调极其一致。打个比方就是,普通光源,比如电灯泡发出来的光子各不同,而且会各个方向乱跑,很不团结,但是激光中的光子们则是心往一处想,劲往一处使,这导致它们所向披靡,威力很大。 激光应用很广泛,主要有激光打标、激光焊接、激光切割、光纤通信、激光光谱、激光测距、激光雷达、激光武器、激光唱片、激光指示器、激光矫视、激光美容、激光扫描、激光灭蚊器等等。