1, 锌铝合金怎么焊接啊

这个看你焊接的锌铝合金是什么结构和尺寸的,还有焊接后的具体要求的,总结起来应该是如下几种焊接方法:1、普通的氩弧焊,材料用ER5356普通铝焊丝,一般来说适合无特殊的焊接要求,焊接变形要求不严格的情况下使用2、低温焊接,M51低温焊丝配合M51-F焊剂焊接,适合非常薄件的焊接3、低温焊接,WE53低温铝焊丝配合WE53专用液化气多孔喷枪焊接,网上有学习的详细资料和操作视频,可以在网上搜索“WE53铝焊操作教学视频”详细了解
2, 铝合金有几种材质或几种类型

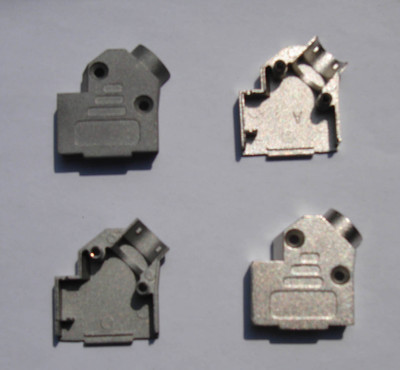
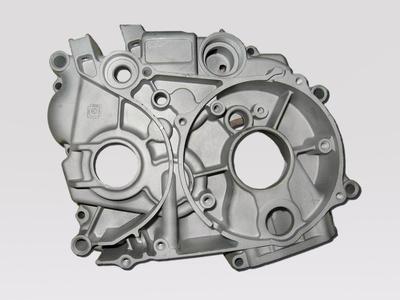
1.1铝型材铝型材常见如屏风、铝窗等。它是采用挤出成型工艺,即铝锭等原材料在熔炉中熔融后,经过挤出机挤压到模具流出成型,它还可以挤出各种不同截面的型材。主要性能即强度、硬度、耐磨性均按国家标准GB6063。优点有:重量轻仅2.8,不生锈、设计变化快、模具投入低、纵向伸长高达10米以上。铝型材外观有光亮、哑光之分,其处理工艺采用阳极氧化处理,表面处理氧化膜达到0.12m/m厚度。铝型材壁厚依产品设计最优化来选择,不是市场上越厚越好,应看截面结构要求进行设计,它可以在0.5~5mm不均。外行人认为越厚越强硬,其实是错误的看法。铝型材表面质量也有较难克服的缺陷:翘曲、变形、黑线、凸凹及白线。设计者水平高者及模具设计及生产工艺合理,可避免上述缺陷不太明显。检查缺陷应按国家规定检验方法进行,即视距40~50CM来判别缺陷。铝型材在家具中用途十分广泛:屏风骨架、各种悬挂梁、桌台脚、装饰条、拉手、走线槽及盖、椅管等等,可进行千变万化设计和运用!铝型材虽然优点多,但也存在不理想的地方:未经氧化处理的铝材容易“生锈”从而导致性能下降,纵向强度方面比不上铁制品.表面氧化层耐磨性比不上电镀层容易刮花.成本较高,相对铁制品成本高出3~4倍左右。1.2压铸铝合金压铸合金和型材加工方法相比,使用设备均不同,它的原材料以铝锭(纯度92%左右)和合金材料,经熔炉融化,进入压铸机中模具成型。压铸铝产品形状可设计成像玩具那样,造型各异,方便各种方向连接,另外,它硬度强度较高,同时可以与锌混合成锌铝合金。压铸铝成型工艺分:1、压铸成型2、粗抛光去合模余料3、细抛光另一方面,压铸铝生产过程,应有模具才能制造,其模具造价十分昂贵,比注塑模等其它模具均高。同时,模具维修十分困难,设计出错误时难以减料修复。压铸铝缺点:每次生产加工数量应多,成本才低。抛光较复杂生产周期慢产品成本较注塑件高3~4倍左右。螺丝孔要求应大一点(直径4.5mm)连接力才稳定适应范围:台脚、班台连接件、装饰头、铝型材封口件、台面及茶几顶托等,范围十分广泛。
相关概念
焊接
焊接,,也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。 焊接通过下列三种途径达成接合的目的: 1、熔焊——加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。 2、压焊——焊接过程必须对焊件施加压力,属于各种金属材料和部分金属材料的加工。 3、钎焊——采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散实现链接焊件。适合于各种材料的焊接加工,也适合于不同金属或异类材料的焊接加工。 现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。
铝焊
铝和铝合金的焊接.包括各种技术和焊接工艺。