1, 直线度的测量方法?
直线度常用的测量方法有直尺法、准直法、重力法和直线法等。直线度测量(straightness measurement)主要是测量圆柱体和圆锥体的素线直线度误差、机床和其他机器的导轨面以及工件直线导向面的直线度误差等。 直线度测量是长度计量技术的重要内容之一。此外,还可以利用平晶、激光干涉仪及其直线度测量附件测量直线度误差,测量精确度很高。后者的测量精确度可达0.4微米/1000毫米。现在很多机床厂都用激光干涉仪来测直线度,平面度,垂直度等等。检测原则:直线度误差的检测一般可采用“与理想要素比较原则”、“测量特征原则”、和“控制实段边介原则”。其中“与理想要素比较原则”应用最多。这时理想直线采用以下两种形式来体现。1、实物形式体现理想直线,可采用平尺、刀口尺(样板直齿)、精密平板和拉紧钢丝等来体现理想直线。 2、自然物理形式体现理想直线: ①利用光学原理制成的准直仪类仪器和各种干涉仪。 ②利用水平物理|生质构成的水平仪类仪器(框式水平仪、全像水平仪、电子水平仪等)。参考资料来源:搜狗百科——直线度测量
2, 测量直线度用的工具叫什么?怎么使用?
1、直尺法,它以石英平尺的测量面作为已知平面与被测直线比较,通过电学式长度传感器、相应的电子部分和记录仪等把被测截面的轮廓形状记录下来,或打印出直线度误差。2、利用光学准直望远系统测量直线度误差。准直望远系统由准直光管和望远镜组成。由光源发出的光经十字分划板1和物镜1后,以平行光射出,再经望远镜中的物镜2后会聚在位于其焦平面上的十字分划板2上,通过目镜读数。3、用自准直仪测量。将被测全长分成若干段,测出各段的倾斜角。通过作图或计算求出直线度。4、利用液体自动保持水平或重物自动保持铅直的重力现象测量直线度。常用的量仪是水平仪。5、利用钢丝和激光束等测量直线度。利用钢丝测量车床导轨的直线度误差时,移动溜板,可从安装在溜板上的读数显微镜中读出导轨各点偏离钢丝的数值。6、用于测量圆柱体素线或轴线的直线度。【直线度】限制实际直线对理想直线变动量的一种形状公差。由形状(理想包容形状)、大小(公差值)、方向、位置四个要素组成。用于限制一个平面内的直线形状偏差,限制空间直线在某一方向上的形状偏差,限制空间直线在任一方向上的形状偏差。【内容】几何误差是指零件加工后的实际形状、方向和相互位置与理想形状、方向和相互位置的差异。在形状上的差异称形状误差,在方向上的差异称方向误差,在相互位置上的差异称位置误差。直线度在几何公差中是最基础的部分,按检测关系分直线度属于被测要素中的单一要素——指对要素本身提出形状公差要求的被测要素。【测量总结】实际测量中还要根据实际情况和设备选择合适的测量方法,但最终目的都是尽可能的减小直线度误差,在节约成本的情况下,提高直线度的精度,达到生产所需要的精度值,其中利用数据采集仪连接百分表来测量是操作最简单,效率最高一种方法。
3, 直线度的检测直线度的方法及工具
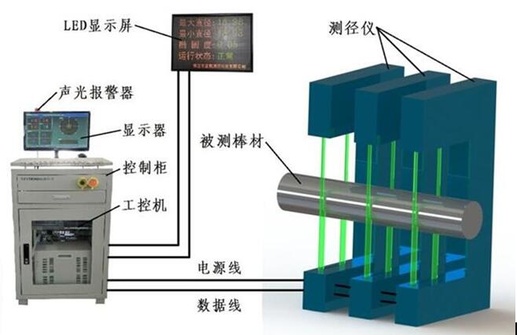
在线直线度测量仪采用光电测头对管材直线度进行测量。测量时在水平(X轴)和竖直(Y轴)方向上各设置3组测头测量管材X轴和Y轴方向的边缘位置,相邻两组测头的距离为500mm。数据采集:被测棒材通过测量仪时,每组测头采集图1所示截面的X轴和Y轴方向的位置数据。3组测头共采集同时刻的3组位置数据。数据计算:系统根据测头1和测头3采集的X轴方向位置值拟合一条直线,位置2的测量值与该直线的偏差即为位置2在X轴方向的直线度误差。同理可得到位置2在Y轴方向的直线度误差。设X轴的直线度误差为δ1、Y轴的直线度误差为δ2,利用三角函数即可计算出棒材直线度的实际误差δ。直线度测量仪可设置产品规格、棒材标称直径、直线度公差等参数。可设置刷新频率、通信端口等。可设置报警的形式和阈值,测量值超差时声光报警。误差过大时,放入标准直棒后校准可恢复精度。每根钢材保留一个完整的测量记录,数据存储时间大于1年。

名词解释
直线度
限制实际直线对理想直线变动量的一种形状公差。由形状(理想包容形状)、大小(公差值)、方向、位置四个要素组成。用于限制一个平面内的直线形状偏差,限制空间直线在某一方向上的形状偏差,限制空间直线在任一方向上的形状偏差。
测量
测量是按照某种规律,用数据来描述观察到的现象,即对事物作出量化描述。测量是对非量化实物的量化过程。 在机械工程里面,测量指将被测量与具有计量单位的标准量在数值上进行比较,从而确定二者比值的实验认识过程。