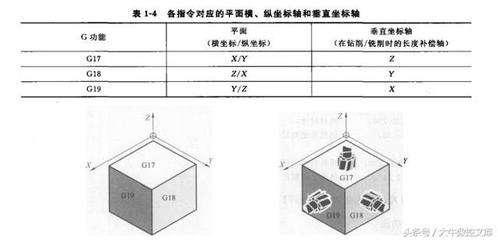
1, 西门子数控铣床编程G代码指令和实例
G01 直线插补 G02顺时针走刀 G03逆时针走刀 G17选择XY平面 G18选择XZ平面 G19选择YZ平面 G40取消刀补 G41左刀补 G42右刀补 孔加工:G73~G89 X-Y-Z-R-Q-P-F-K- G81钻孔循环 G82锪孔循环 G73高速深孔钻循环 G83深孔钻循环 G85 铰孔循环例:O0001G17 G21 G40 G49 G54 G80 G90M03 S--G01 X-- Y-- F------------------M05M30 以上为常用 班门弄斧了 注意西门子和FANUC的区别
3, 数控车床 编程(西门子)
N10 G90 G54 G95 G71 用G54工件坐标系,绝对编程,没转进给,米制编程N20 T1D1 G23 S600 M03 1号刀,直径编程,转速600mm每分,主轴正转N30 G00 X50 Z5 快进到循环起点—CNAME= LOVE 轮廓循环子程序名R105=9 纵向综合加工R106=0.25 精加工余量0.25 半径值R108=1 粗加工背吃刀量1 半径值R109=8 粗加工切入角8度R110=2 退刀量2 半径值R111=0.4 粗加工进给率 R112=0.2 精加工进给率N40 LCYC95 调用轮廓循环N50 G00 G90 X50 沿X轴块退到循环起始点N60 Z5 沿Z轴快退到循环起始点N70 M30 主程序结束LOVE 子程序名N10 G01 X8 Z0 下面就是你的图精加工轮廓N20 X10 Z-2N30 Z-20 N40 G02 X20 Z-25 CR=5N50 G01 Z-35N60 G03 X34 Z-42 CR=7N70 G01 Z-52N80 X44 Z-62N90 Z-83 N100 M17 子程序结束纯原版的,写累嗨了。 采纳 啊,不懂在问我
4, 西门子802C/S数控车编程实例
编程步骤 一、世纪星数控车操作面版 二、教学数控车操作面板 三、数控车床界面 ①图形显示窗日:可以根据需要,用功能键F9设置窗日的显示内容(请参见第八章) ②菜单命令条:通过菜单命令条中的功能健门F1一F10米完成系统功能的操作① 图形显示窗日:可以根据需要,用功能键F9设置窗日的显示内容(请参见第八章) ② 菜单命令条:通过菜单命令条中的功能健门F1一F10米完成系统功能的操作。 ③ 运行程序索引:自动加工中的程序名和当前程序段行号 ④ 选定坐标系下的坐标值 ● 坐标系可在机床坐标系/工件坐标系/相对坐标系之问切换. ● 显示值可在指令位置/实际位置/剩余进给/跟踪误差/负载电流/补偿值之间切换(负载电流只对11型伺服有效) ⑤ 工件坐标零点:工件坐标系零点在机床坐标系下的坐标。 ⑥ 辅助机能:自动加工中的M、S、T代码 ⑦ 当前加工程序行:当前正在或将要加工的程序段。 ⑧ 当前加工方式、系统运行状态及当前时间。 ● 工作方式:系统工作方式根据机床控制面板上相应按键的状态可在自动(运行)、单段(运行)、手动(运行)、增最(运行)、回零、急停、复位等之间切换; ● 运行状态:系统工作状态在“运行正常”和“出错”间切换; ● 系统时钟:当前系统时间。 ⑨ 机床坐标、剩余进给 机床坐标:刀具当前位置在机床坐标系厂的坐标;. 剩余进给:当前程序段的终点与实际位段之差; ⑩ 直径/半径编程、公制瑛制编程、每分进给/每转进给、快速修调、进给修调、主轴修调 ; 四、编程实例 1、 编程实例一 例图2一1所示,技术条件:该工件毛坏为ф26尼龙棒,要求六次循环加工完成,其中后五次的吃刀量为0.8smm(半径值),该例为半径值编程, %2001 (见图2一1 ) (主程序程序名) N1 G92 X16 Z1(建立坐标系) N2 G90 G00 Z0 M03 (快速移位) N3 M98 P0003 L6 (六次凋用子程序) N4 G90 G00 XI6 1 ( 回到起刀点) N5 M05 (主轴停) N6 M30 (主程序结束并复位) %0003 (子程序程序名) N1 G01 G91X-12 F100 N2 G03 X7.385 Z-4.923 R8 N3 X3.215 Z-39.877 R60 N4 G02 X1.4Z-28.636 R40 N5 G00 X4 N6 273.436 N7 G0IX-4.8 FI00 N8 M99 2、编程实例二 例图2一2所示,技术条件:该工;件毛坯为ф26 尼龙棒 %2002(见图2一2 ) N10 G92 X70 Z30 N20 T0101 N30 M03 N40 G90 G00 X40 Z2 N50 G01 X28 F400 N60 G80 X24.82一70 F200 N70 G00 X24.6 N80 G71 U! R0.7 P90 Q120 X0.4 Z0.1 F200 N90 G01 X8 Z2 F300 N100 X16 Z一2 F100 N110 X16 Z一28 N120 X24 Z一38 N130 G01 Z一48 N140 G02 X24 Z一60 R10 N150 G01 Z一70 N160 G00 X70 Z30 T0100 N180 T0202 N190 G00 X30 Z一28 N200 G01 X20 F300 N210 X12 F30
5, 大家好谁可以提供西门子840D数控铣床编程实例的电子版书籍,或者...
书名:SIEMENS数控技术应用工程师:SINUMERIK 840D/810D数控系统NC高级编程与Shop Turn应用教程出版社: 人民邮电出版社; 第1版 (2011年9月1日)平装: 376页语种: 简体中文开本: 16ISBN: 9787115256522亚马逊可以货到付款。如果我的回答对您有帮助,请及时采纳为最佳答案,谢谢!
6, 数控铣床程序
比较麻烦 我也是刚毕业的 你学的什么数控铣床 我只会法拉克 有西门子 华中等等 一台便宜的要30W 贵点的要上百万 上千万光这样说很麻烦啊 说也说不清楚台钻看见过吗? 或是手电钻 就是放大十几 几百倍的一个机器 运用强大的程序加工各种你能想象到的东西 能加工到0.001毫米哦~~ 更强大的能加工到0.0000001 反正你学的是机械专业吧 加工到0.01就可以了 哈你可以去百度图片里看看 数控铣床嘛
相关概念
编程
编程,是让计算机为解决某个问题,而使用某种程序设计语言编写程序代码,并最终得到结果的过程。为了使计算机能够理解人的意图,人类就必须要将需解决的问题的思路、方法、和手段通过计算机能够理解的形式告诉计算机,使得计算机能够根据人的指令一步一步去工作,完成某种特定的任务。这种人和计算机之间交流的过程就是编程。 随计算机语言的种类非常多,可分成机器语言,汇编语言,高级语言三大类。计算机对除机器语言以外的源程序不能直接识别、理解和执行,都必须通过某种方式转换为计算机能够直接执行的。程序设计语言编写的源程序转换到机器目标程序有:解释方式和编译方式两种。
答案
阿伦·艾弗森(Allen Iverson,1975年6月7日-),绰号“答案”(The Answer),出生于美国弗吉尼亚州汉普顿,前美国篮球运动员,后卫,曾任美国男篮队长。 1996年以状元秀身份被费城76人队选中。曾效力于76人、掘金、灰熊以及活塞四支球队,新秀赛季荣获最佳新秀以及新秀挑战赛MVP,4次荣膺得分王,3次荣膺抢断王,连续11次入选全明星并夺得2次全明星MVP,7次入选最佳阵容。2000-01赛季帮助76人打进总决赛,并当选该赛季常规赛MVP。2013年10月正式退役。