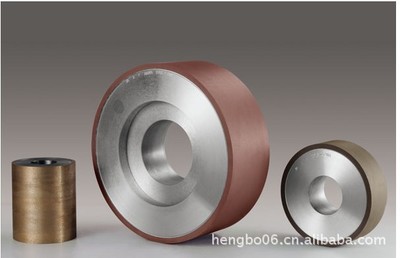
1, 陶瓷结合剂立方氮化硼砂轮的优缺点

硬磨具是由磨粒、气孔、结合剂三者共同组合形成。可见,结合剂是制作磨具不可缺少的部分,其作用是将磨粒粘结成具有一定几何形状,并把持住磨粒使其在加工中承受磨削力而起到切削作用。超硬磨具结合剂主要有三大类:树脂结合剂、陶瓷结合剂、金属结合剂。如何选择合适的结合剂,主要依据其自身的性能和加工中对磨具的要求而定。树脂结合剂。其本身具有良好的弹性和有抛光作用,形成磨具后,仍具有良好的自锐性,不易堵塞,修整少,而且磨削效率较高,磨削温度较低,磨削的表面光洁度高,所以应用范围十分广泛。与金刚石磨料结合形成树脂结合剂金刚石磨具,经常应用于硬质合金工件、钢基硬质合金工件,以及部分非金属材料的半精磨、精磨等;与树脂结合剂结合形成树脂结合剂立方氮化硼磨具,主要用于高钒高速钢刀具的刃磨和工具钢、模具钢、不锈钢和耐热合金工件的半精磨、精磨等。但树脂结合剂对磨料的把持性较差,耐热性也较差,导致高温磨削下磨具的磨损大,尤其在大负荷磨削时尤为明显,常以采用镀附金属衣磨料来加以改善。陶瓷结合剂。此种结合剂对磨料的结合强度优于树脂。形成磨具后,工作表面容屑性能好,所以不易堵塞、切削锋利、磨削效率高,以及热膨胀量小,容易控制加工精度,这些特点有利于磨削过程的平稳进行。在磨具的整形和修整方面,操作起来相对容易,一般用于粗磨、半精磨,以及接触面大的成型磨削等,所以陶瓷结合剂是目前应用日益广泛的一种结合剂。陶瓷结合剂与金刚石磨料结合时的稳定性比较好,在陶瓷结合剂立方氮化硼砂轮领域取得了良好的市场和口碑。陶瓷结合剂与金刚石磨料结合时,难度系数比较大,陶瓷结合剂<a href=]金刚石砂轮[/url]&type=3" title="陶瓷结合剂金刚石砂轮 搜索该标签相关文章">;陶瓷结合剂金刚石砂轮的研发受到了阻碍。河南胜创超硬材料有限公司工程师克服了金刚石的耐热性较差,陶瓷结合剂烧结时必须温度很低等技术难题,工程师率先在国内生产出磨宝石用的陶瓷结合剂金刚石砂轮,并制定了多种砂轮规格,得到了宝石加工领域的青睐。近年研发的磨PCD/PCBN刀具陶瓷结合剂金刚石砂轮、磨金刚石复合片陶瓷结合剂金刚石砂轮等系列陶瓷结合剂金刚石砂轮在市场取得了良好的口碑。金属结合剂有青铜结合剂和电镀结合剂两大类。电镀结合剂是一种结合强度更高的结合剂,一般将单层或多层磨粒用电镀方法镀在金属基体上,该种结合剂磨具工作表面上单位面积的磨粒数比其它几种结合剂高得多,而且磨粒都裸露出结合剂表面,因而切削锋利,磨削效率高。但受镀层厚度限制,磨具总的使用寿命不高,一般用于特殊用途加工,如成型磨削用磨具、小磨头、套料刀、电镀铰刀、锉刀等。随着技术水平的不断进步,立方氮化硼电镀金属结合剂磨具的应用在日益扩大,特别在加工各种钢类零件的小孔、型腔时更为突出,不仅磨削效率高,经济性好,还可获得较好的形状精度。青铜结合剂磨具是以铜粉、锡粉为主要材料和补充改善其性能的其它材料充分混和,再将磨料加入其中混合均匀,然后置于模具中压制成型,烧结而成。该种磨具的结合剂和磨粒的结合强度高,耐磨性好,磨损小,所以使用寿命长,而且能够保持良好的形状,故能承受较大的负荷。但缺点是自砺性差,表面容易堵塞,发热大,修整也十分困难。主要用于玻璃、陶瓷、石材、建材、混凝土、半导体材料等非金属材料的粗磨、精磨和切割工序,少量用于硬质合金、复合超硬材料的磨削加工,以及成型磨削和各种珩磨、电解磨削等。
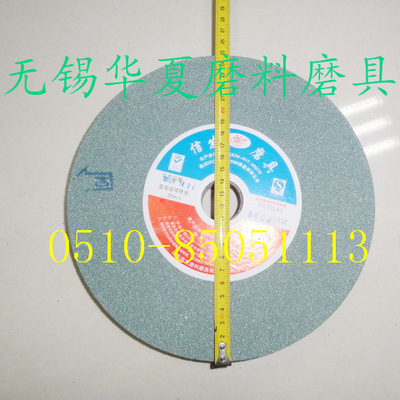
2, 立方氮化硼砂轮怎么修整

1. 修整盘及钻辊是好选择, 但除了进口专用机外一般磨床都没有修整盘及钻辊的装置及驱动系统。2. 只要你的CBN(即立方氮化硼砂轮)不是电铸结合(树脂.青铜结合的都可以), 提供您两项简易修整法: A.使用软铁(未硬化).红铜.不锈钢, 利用这些材料的靭性以柔克刚, 要修约20分钟. B. 用钼金属修, 要修约10分钟, 但钼金属较贵.。3. 整修时务必降低砂轮转速, 冲切削液, 进刀量需至0.03以上才有整修效果.。4. 别再用金刚笔了, 砂轮是带有切削速度的金刚石(CBN属金刚石同类系), 用有切削速度的金刚石去与金刚笔磨削整修, 不会有丝毫效率。
相关概念
磨具
磨具(Abrasives)是用以磨削、研磨和抛光的工具。大部分的磨具是用磨料加上结合剂制成的人造磨具,也有用天然矿岩直接加工成的天然磨具。磨具除在机械制造和其他金属加工工业中被广泛采用外,还用于粮食加工、造纸工业和陶瓷、玻璃、石材、塑料、橡胶、木材等非金属材料的加工。磨具在使用过程中,当磨粒磨钝时,由于磨粒自身部分碎裂或结合剂断裂,磨粒从磨具上局部或完全脱落,而磨具工作面上的磨料不断出现新的切削刃口,或不断露出新的锋利磨粒,使磨具在一定时间内能保持切削性能。
磨削
磨削是指用磨料,磨具切除工件上多余材料的加工方法。磨削加工是应用较为广泛的切削加工方法之一。