会员
会员产品实拍图


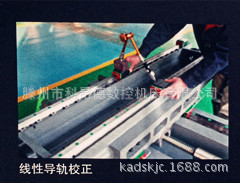
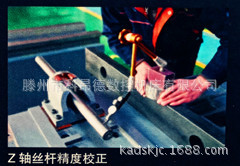
 产品细节图
产品细节图


产品技术参数
项目名称 | 单位 | 数值 | 备注 | ||
行程 | X轴 | mm | 800 |
| |
Y轴 | mm | 600 |
| ||
Z轴 | mm | 600 |
| ||
主轴端面至工作台中心距离 | mm | 120-720 |
| ||
主轴中心至工作台面距离 | mm | 100-700 |
| ||
数控回转 工作台 | 方形工作台面积 | mm | 500x500 |
| |
工作台最大负荷 | kg | 500 |
| ||
T型槽(槽×宽×中心距) | mm | 5-14 |
| ||
主轴 | 主电机功率 | KW | 7.5/11KW |
| |
主轴内锥 |
| BT40 |
| ||
主轴转速 | rpm | 6000 |
| ||
刀库 | 刀具容量 | 把 | 24 |
| |
快速位移 | X/Y/Z轴快移 | m/min | 24/24/24 |
| |
切削进给速度 | mm/min | 1-2000 |
| ||
润滑型式 |
| 自动 |
| ||
机床定位精度 | mm | ±0.01 |
| ||
机床重复定位精度 | mm | ±0.008 |
| ||
电源形式 | AC电压 | V | 3~ 380±10% |
| |
频率 | Hz | 50±10% |
| ||
总用电容量 | KVA | 30 |
| ||
总气源压力 | MPa | 0.5-0.7 |
| ||
机床净重 | Kg | 6500 |
| ||
外形尺寸:左右×前后×上下(L×W×H) | mm | 2400×2800×2600 |
| ||

联系方式

1、价格问题
价格以本公司实际报价为准。
2、产品属性下单前请咨询营销经理确认您需要的型号,规格尺寸等,以便确认您需要的产品有无现货。3、关于颜色 公司图片均为100%实物拍摄,但由于光线与显示器等原因有轻微色差,请谅解。由于产品批次不同,颜色会有不同差异。4、关于售后一年保修,终身维修。机床最终验收合格之日起,对产品实行三包服务,质保期为 12个月,在质保期内除人为因素外,公司提供免费维修服务。5、关于发货
由于经常为超大,超重物品,无法从物流走车,所以要用配货站配车,但是配货慢,一般大车要配满货再走,所以有一个等待的配货时间,根据城市不同,等待时间不同,一般为三天左右。
相关问答
卧式加工中心加工编程
卧式加工中心加工编程指令集:G 代码 G00 定位(快速进给) B * G01 直线插补(切削进给) B * G02 圆弧插补/螺旋线(CW) B G03 圆弧插补/螺旋线(CCW) B G04 暂停 B G05.1 预读(预先读出多个程序段) B G07.1 圆柱插补 O G08 预读控制 B G09 准确停止 B G10 加工程序参数输入 B G11 加工程序参数输入删除 B G15 取消极坐标指令 B G16 极坐标指令 B G17 X&Y平面选择 B * G18 Z&X平面选择 B G19 Y&Z平面选择 B G20 英寸输入 B G21 毫米输入 B G22 存储行程检查 O G23 存储行程检查删除 O G27 返回参考点检测 B G28 返回参考点 B G29 从参考点返回 B G30 返回第2.3.4参考点 B G31 跳跃功能 O G33 螺旋切削 O G37 自动刀具长度测量 O G39 拐角偏置圆弧插补 B G40 刀具径补偿取消 B * G41 刀具左侧补偿 B G42 刀具右侧补偿 B G40.1 法线方向控制取消 O G41.1 法线方向控制左侧打开 O G42.1 法线方向控制右侧打开 O G43 +方向刀具长度补偿 B G44 -方向刀具长度补偿 B G49 刀具长度补偿取消 B * G50 取消比例缩放 B G51 比例缩放 B G50.1 G指令镜像功能删除 B G51.1 G指令镜像功能 B G52 局部坐标设定 B G53 机床坐标选择 B G54 工件坐标系1选择 B * G54.1 附加工件坐标系选择 B G55 工件坐标系2选择 B G56 工件坐标系3选择 B G57 工件坐标系4选择 B G58 工件坐标系5选择 B G59 工件坐标系6选择 B M指令M00 程序停止 M01 条件程序停止 M02 程序结束 M03 主轴正转 M04 主轴反转 M05 主轴停止 M06 刀具交换 M08 冷却开 M09 冷却关 M18 主轴定向解除 M19 主轴定向 M29 刚性攻丝 M30 程序结束并返回程序头 M98 调用子程序 M99 子程序结束返回/重复执行
卧式加工中心有什么选用简介?
卧式加工中心是指主轴轴线与工作台平行设置的加工中心,主要适用于加工箱体类零件。他的工作原理是工件在加工中心上经一次装夹后,电脑能自动选择不同的刀具,自动改变机床主轴转速,依次完成工件多个面上多工序的加工。他的优势是能够大大提高生产效率,但是占地大、成本高。卧式加工中心选用要点:1、规格其中包括加工空间的尺寸大小,主轴转速范围,进给速度范围,规范刀具的大小和范围,数控装置的能力和任选附件种类的多少等。2、性能其中包括静态精度、加工精度、移动精度、定位精度、热变形状况和抗振动性能等。3、其它其中包括与系统的适应性,维修保养是否方便,体制和安全性等。卧式加工中心工作原理:工件在加工中心上经一次装夹后,数字控制系统能控制机床按不同加工工序,自动选择及更换刀具,自动改变机床主轴转速、进给速度和刀具相对工件的运动轨迹及其它辅助功能,依次完成工件多个面上多工序的加工。并且有多种换刀或选刀功能,从而使生产效率大大提高。加工中心由于工序的集中和自动换刀,减少了工件的装夹、测量和机床调整等时间,使机床的切削时间达到机床开动时间的80%左右(普通机床仅为15~20%);同时也减少了工序之间的工件周转、搬运和存放时间,缩短了生产周期,具有明显的经济效果。加工中心适用于零件形状比较复杂、精度要求较高、产品更换频繁的中小批量生产。与立式加工中心相比较,卧式加工中心结构复杂,占地面积大,价格也较高,而且卧式加工中心在加工时不便观察,零件装夹和测量时不方便,但加工时排屑容易,对加工有利。
卧式加工中心对刀
你这个是卧加的四轴机吧,对刀和三轴机不一样,三轴机的XY中心可以是任意位置,但是四轴或是五轴,它的基准只能是一个固定的点。四轴五轴机对刀的基准不能在工件上,因为工件一旋转基准就没了。所以对刀基准只能在一个规定不动的位置上。原理:卧加四轴加工,编程的基准是工件的回转中心线和XY形成的面的交点,所以对刀只能以这一点位基准。卧加因为不好对工作台中心孔分中,所以卧加四轴正确的对刀方法是:必须需要事先做“对刀工装”。以下过程中选择一把合适的铣刀,并中途不能换刀,否则过程无效(建议用上刀片的刀)我不知道卧加和立加的坐标系是不是一样的,反正我这里说的坐标系,工作台左右动是X轴,前后动是Y轴,到刀头上下是Z轴,绕Z轴的旋转是B轴。1. 首先取一块废料固定在回转工作台上,然后以”B轴旋转、XY轴不动“的方式铣一个圆柱面出来,对圆柱分中得到回转台中心线的X轴坐标。2. 将机床X坐标摇至回转台中心线坐标,继续在刚才的料上采用“B轴旋转,XY轴不动”的方式再铣一个圆柱面,然后用精准的测量工具测出圆柱面的尺寸,然后根据此时Y方向的坐标值和圆柱的直径推算出回转台的Y轴坐标。这样工作台的回转中心坐标就出来了,标示为X0,Y0)3. 在回转台以外的地方固定一块料,铣两个面,一个是XZ面,一个是YZ面,这两个面的X坐标和Y坐标,相对于回转台的回转中心坐标(X0,Y0)是一个固定值,将这两个值记下来,只要回转工作台位置不动,那么对刀工装相对位置就不会变。每次对刀就以这两个面对刀,然后将坐标输入规定值补偿为回转台中心坐标(X0,Y0)。以后不管工件怎么转,你对刀后补偿的值都是一个固定的基准,这个基准就是是工件的回转中心线和XY平面的交点。记住!不管是几轴的机器,只要有了回转轴,那么对刀的基准就一定是要过回转中心线的。如果不方便直接找回转中心线,那就要借助工装,采用“曲线救国”的方法来找。一点建议,仅供探讨,如有不足之处请见谅。
卧式加工中心一般怎么布局?
加工中心的类型多样,的局形式随卧式和立式、工作台做进给运动和轴箱进给运动的不同而不同,但从总体来看,不外乎由基础部件、主轴部件、数控系统、自动换刀系统、自动交换托盘系统和辅助系统几大部分构成。数控铣床无换刀系统,其布局特点与加工中心相似。卧式加工中心通常采用移动式立柱,工作台不升降,T形床身。T形床身可以做成一体,这样刚度和精度保持性能比较好,当然其铸造和加工工艺性差些。分离式T形床身的铸造和机械加工工艺性都大大改善,但联接部份要用定位键和专用的定位销定位,并用大尺寸螺栓紧用以保证刚度和精度。卧式加工中心的立柱普遍采用双立柱框架结构形式,主轴箱在两立柱之间,沿导轨上下移动。这种结构刚性大,热对称性好,稳定性高。小型卧式加工中心多数采用固定立柱式结构,其床身不大,且都是整体结构。卧式加工中心各个坐标的运动可由工作台移动或由主轴移动来完成,也就是说某一方向的运功可以由刀具固定,工件移动来完成,或者是由工件固定,刀具移动来完成。
- 联系人 刘登科
- 联系电话
- 公司地址 中国山东枣庄滕州市滕阳东路388号
工商信息
| 注册号: | 91370481069962347N |
| 组织机构代码: | 06996234-7 |
| 税务登记证号: | 91370481069962347N |
| 法定代表人: | 刘登科 |
| 经营状态: | 开业 |
| 成立日期: | 2013-05-28 |
| 营业期限: | 2013-05-28 至 2023-05-28 |
| 年检日期: | 2017-08-01 |
| 注册资本: | 200万(元) |
| 企业类型: | 有限责任公司(自然人投资或控股) |
| 机构类型: | - |
| 所属行业: | - |
| 行政区划: | 山东省枣庄市滕州市 |
| 电话号码: | 138****1444 |
| 登记机关: | 滕州市市场监督管理局 |
| 所在地址: | 滕州市滕阳东路388号 |
| 经营范围: | 加工销售:数控机床及零部件。(以上项目中法律、法规禁止的不得经营,涉及许可的凭许可证经营)(依法须经批准的项目,经相关部门批准后方可开展经营活动)。 |