1, 螺纹深度与螺纹底孔深度是什么关系,有标准吗
孔深应该指的的螺纹的底孔深度,螺纹深度一般是指的螺纹的有效距离。通常情况下螺纹底孔深度都是比螺纹的有效长度要大的,因为在螺纹加工过程中存在一个让刀的距离。bm+d就是底孔深度,bm+0.5d便是螺纹的有效距离。bm是旋合长度。底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞,称之为底孔。底孔不一定是钻出来的也可以是其他方法加工的如:冲·压铸等。若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。底孔如果是沉孔还需考虑攻丝排削影响。按滚压模具的不同,螺纹滚压可分搓丝和滚丝两类。搓丝两块带螺纹牙形的搓丝板错开 1/2螺距相对布置,静板固定不动,动板作平行于静板的往复直线运动。当工件送入两板之间时,动板前进搓压工件,使其表面塑性变形而成螺纹。滚丝有径向滚丝﹑切向滚丝和滚压头滚丝 3种。径向滚丝﹕2个(或3个)带螺纹牙形的滚丝轮安装在互相平行的轴上,工件放在两轮之间的支承上,两轮同向等速旋转,其中一轮还作径向进给运动。工件在滚丝轮带动下旋转,表面受径向挤压形成螺纹。对某些精度要求不高的丝杠,也可采用类似的方法滚压成形。切向滚丝﹕又称行星式滚丝,滚压工具由1个旋转的中央滚丝轮和3块固定的弧形丝板组成。滚丝时,工件可以连续送进,故生产率比搓丝和径向滚丝高。滚丝头滚丝﹕在自动车床上进行,一般用于加工工件上的短螺纹。滚压头中有3~4个均布于工件外周的滚丝轮。滚丝时,工件旋转,滚压头轴向进给,将工件滚压出螺纹。参考资料来源:百度百科-螺纹参考资料来源:百度百科-底孔
2, 请问什么是螺纹的底孔深度?
M10的丝深20mm,钻头打底孔深是27mm,攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公称直径d ,通孔拧入深度h ,盲孔拧入深度H ,攻丝深度H1,3,8,6,7.4,10,8,10.5,12,10,12.6,15,12,15.8,20,26,18.10,24,20,23.12,28,24,27.16,36,32,36.20,45,40,45.24,55,48,54.30,70,60,67.36,80,72,80.42,95,85,94.
3, 攻丝底孔深度比丝深要深多少?

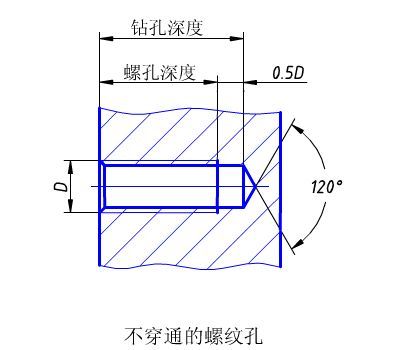
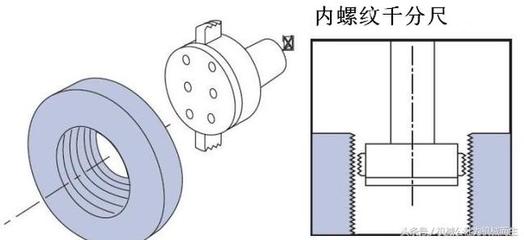
钻孔深度就是一直到圆锥形的尖部,螺纹深度是到螺纹终止线。“不穿通的螺孔”以及不穿通光孔,术语叫做盲孔。一般钻孔深度(螺纹底孔)比螺纹孔深4到6毫米(前提是不能与内腔打通,防止可能的泄漏)。钻孔深度是为了攻丝时,保证螺纹的有效深度,而丝锥不会“触底”受损。普通螺纹的螺纹深度H=0.866P,P为螺纹的螺距。在GB196–81中规定了H、d1、d2的计算方法,分别如下:H=0.866Pd2=d–0.6495Pd1=d–1.0825P螺纹的测量方法1、螺纹夹角的测量螺纹夹角也叫牙型角。螺纹夹角的测量可通过测量侧面角来实现,螺纹侧面角是螺纹侧面与螺纹轴线的垂直面之间的夹角。螺纹牙的近似轮廓在螺纹两侧直线段采样,对采样点进行直线最小二乘拟合。2、螺距的测量螺距是指螺纹上某一点至相邻螺纹牙上对应点之间的距离。测量时必须平行于螺纹轴线。3、螺纹中径的测量螺纹中径是中径线沿垂直于轴线距离,中径线是一个假想的线。参考资料:百度百科-螺纹
4, 螺纹深度与钻孔深度是什么啊,怎么看(算)还是查啊?

螺纹盲孔标注:M8深7或 M8x7其中M8是指螺纹的大径为8,螺纹有效长度为7(对于孔指深度),盲孔螺纹的标注方式之一,表示对螺纹底孔深度没有严格的要求,在图纸中直接标注尺寸。CAD计算机辅助设计(Computer Aided Design)指利用计算机及其图形设备帮助设计人员进行设计工作。在设计中通常要用计算机对不同方案进行大量的计算、分析和比较,以决定最优方案;各种设计信息,不论是数字的、文字的或图形的,都能存放在计算机的内存或外存里,并能快速地检索;设计人员通常用草图开始设计,将草图变为工作图的繁重工作可以交给计算机完成;由计算机自动产生的设计结果,可以快速作出图形,使设计人员及时对设计做出判断和修改;利用计算机可以进行与图形的编辑、放大、缩小、平移、复制和旋转等有关的图形数据加工工作。二维CAD的基本功能。平面绘图:能以多种方式创建直线、圆、椭圆、圆环多边形(正多边形)、样条曲线等基本图形对象。绘图辅助工具:提供了正交、对象捕捉、极轴追踪、捕捉追踪等绘图辅助工具。正交功能使用户可以很方便地绘制水平、竖直直线,对象捕捉可 帮助拾取几何对象上的特殊点,而追踪功能使画斜线及沿不同方向定位点变得更加容易。编辑图形:CAD具有强大的编辑功能,可以移动、复制、旋转、阵列、拉伸、延长、修剪、缩放对象等。·标注尺寸:可以创建多种类型尺寸,标注外观可以自行设定。书写文字:能轻易在图形的任何位置、沿任何方向书写文字,可设定文字字体、倾斜角度及宽度缩放比例等属性。图层管理功能:图形对象都位于某一图层上,可设定对象颜色、线型、线宽等特性。三维绘图:可创建3D实体及表面模型,能对实体本身进行编辑。网络功能:可将图形在网络上发布,或是通过网络访问AutoCAD资源。数据交换 :提供了多种图形图像数据交换格式及相应命令。参考资料: 百度百科 -CAD
5, 内螺纹,内孔多大,深多少(挑多深)
GB196-81规定了h、d1、d2的计算方法:H=0.866P;d2=d-0.6495p;d1=d-1.0825p,普通螺纹的螺纹深度H=0.866P,P是螺纹的螺距。h=pitch*1.08认为是h=d-d1。但d1不是螺纹的最低点,h=螺距*1.08不是国家标准中规定的螺纹深度h,可以使用h=螺距*1.08(公制),螺距*1.28(英制)计算。螺纹深度与螺纹底孔深度关系:螺纹深度通常是指螺纹的有效距离,孔深应指螺纹的底孔深度。通常情况下,螺纹的底孔深度大于螺纹的有效长度,因为在螺纹加工过程中有一段距离让刀具进入。bm+d为底孔深度,bm+0.5d为螺纹有效距离。bm是旋转长度。底孔一般是指用丝锥攻丝内螺纹前预制的孔直径。一般是指工件的内装圆孔、底部或最表面的圆孔,称为底孔。底孔不一定是钻出的,但可以用其他方法加工,如冲压和压铸。如果底孔直径与内螺纹直径相同,材料膨胀时丝锥会卡住,丝锥容易折断;如果螺纹过大,则螺纹齿高不足以形成废品。螺纹配合根据不同的国际标准,需要适当的公差,可查阅装配工手册。如果底孔为沉孔,还应考虑开孔布置的影响。参考资料:搜狗百科—螺距参考资料:搜狗百科—螺纹
名词解释
图形
图形是指在二维空间中以轮廓为界限的空间碎片,在一个二维空间中可以用轮廓划分出若干的空间形状,图形是空间的一部分,不具有空间的延展性,它是局限的可识别的形状。图形区别于标记、标志与图案,它既不是一种单纯的符号,更不是单一以审美为目的的一种装饰,而是在特定的思想意识支配下的某一个或多个视觉元素组合的一种蓄意的刻画和表达形式。它是有别于词语、文字、语言的视觉形式,可以通过各种手段进行大量复制,是传播信息的视觉形式。
设计
《设计》是一部捷克动画短片,由吉利·巴塔执导,于1981年播出。 该作讲述了一位设计师的故事。
CAD
CAD是计算机辅助设计(CAD-Computer Aided Design)的英文缩写,是指运用计算机软件制作并模拟实物设计,展现新开发商品的外型、结构、彩色、质感等特色的过程。 CAD最早的应用是在汽车制造、航空航天以及大公司的电子工业生产中。之后随着CAD实现技术的演变和计算机价格的变化,其应用范围也逐渐变广,现广泛运用于平面印刷出版等诸多领域。