1, 锌合金和铝合金有什么区别?

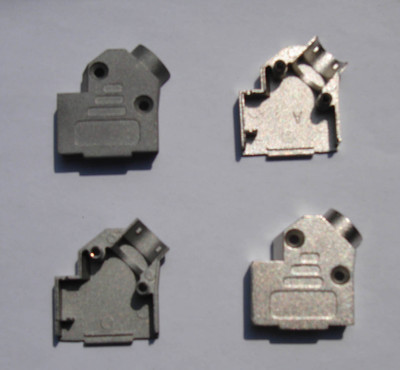
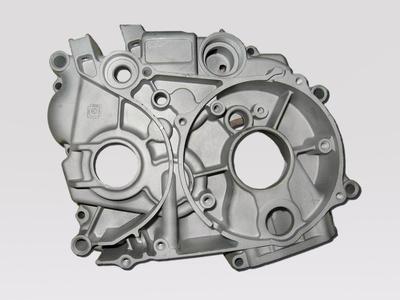
铝合金:以铝为基的合金总称。主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。铝合金密度低,但强度比较高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。铝合金分两大类:铸造铝合金,在铸态下使用;变形铝合金,能承受压力加工,力学性能高于铸态。可加工成各种形态、规格的铝合金材。主要用于制造航空器材、日常生活用品、建筑用门窗等。锌合金:以锌为基加入其他元素组成的合金。常加的合金元素有铝、铜、镁、镉、铅、钛等。锌合金熔点低,流动性好,易熔焊,钎焊和塑性加工,在大气中耐腐蚀,残废料便于回收和重熔;但蠕变强度低,易发生自然时效引起尺寸变化。熔融法制备,压铸或压力加工成材。按制造工艺可分为铸造锌合金和变形锌合金。锌合金的主要添加元素有铝,铜和镁等.锌合金按加工工艺可分为形变与铸造锌合金两类.铸造锌合金流动性和耐腐蚀性较好,适用于压铸仪表,汽车零件外壳等。
2, 锌合金与铝如何区别

铸造为例锌合金硬度65-140,抗拉强度260-440铝合金硬度45-90,抗拉强度120-290总体锌合金比铝合金硬度高,抗拉强度大了。使用情况也不同了lz你可以看看机械设计手册,这样的区别 ,没有太大的用处。他们的区别太大了铝合金塑性好,但强度低,但它的比强度要高,适合用于承载大重量的中等结构材料中,铝合金和锌合金都有较好的耐蚀性能.锌合金比铝合金硬度高,抗拉强度大,但也没有绝对的界限。铝合金的密度小,硬度也有很大的,像2***系和7***系列的合金,其硬度都是非常大的,而且抗拉强度也比较好。他们最主要区别在于成分,锌合金的主元素是锌,一般大于85%,铝合金金主元素是铝,一般大于87%,具体要看合金的种类、牌号,简单理解就是锌合金就是在锌里面添加其他合金元素,铝合金亦然以锌为基加入其他元素组成的合金。锌合金熔点低,流动性好(可铸薄壁零件),易熔焊、钎焊和塑性加工,在干燥空气和大气中耐腐蚀,残、废料便于回收和重熔;但蠕变强度较低,自然时效会使尺寸发生变化。锌合金按制造工艺可分为铸造锌合金和变形锌合金两类。铸造合金的产量远大于变形合金。下表中列出几种重要锌合金的成分、性能和用途。 铸造锌合金 依铸造方法不同又分为压力铸造锌合金(在外加压力作用下凝固)和重力铸造锌合金(仅在重力作用下凝固)。 压力铸造锌合金 这种合金从1940年在汽车工业中应用以后,发展较快,产量剧增。在锌的消耗总量中,约有25%用来生产这种合金。最常用的合金系为Zn-Al-Cu-Mg系。 铝能细化晶粒,提高锌的强度和冲击韧性,并能明显地减轻熔融锌对铁容器的腐蚀,避免铸件与压铸模的焊合或粘连,使锌合金可在热室型压铸机中生产,以提高生产率。铝的适宜含量约为3.5~4.3%。 铜能提高锌合金的强度、硬度和耐蚀性,但加入量过多会降低时效后的合金冲击韧性和尺寸稳定性。压铸锌合金中铜的最高含量为 1.25%,最好控制在1%以下。如铸件很大或尺寸稳定性要求很高,宜选用含铜量较低的合金。 镁在压铸锌合金中能减轻材料的腐蚀,还可以消除铅、锡等杂质的有害影响;镁的含量约为0.01~0.08%,通常不超过0.05%。如含量过多会产生热脆性,使铸造发生困难。 某些杂质明显影响压铸锌合金的性能。因此对铁、铅、镉、锡等杂质的含量限制极严,其上限分别为0.005%、0.004%、0.003%、0.02%,所以压铸锌合金应选用纯度大于99.99%的高纯锌作原料。 重力铸造锌合金 可在砂型、石膏模或硬模中铸造。这种锌合金不仅具有一般压铸锌合金的特性,而且强度高,铸造性能好,冷却速度对力学性能无明显影响,残、废料可循环使用,浇口简单,对过热和重熔不敏感,收缩率小,气孔少,能电镀,可用常规方法精整。 变形锌合金 工业上应用的变形锌合金除了传统品种外,出现了Zn-1Cu-0.1Ti和 Zn-22Al合金。前一种合金经轧制后,由于有TiZn15金属间化合物弥散质点沿轧向排列成行,可阻碍晶界移动,因而可显著提高蠕变强度。这种锌合金晶粒细,具有良好的低温塑性,除采用一般成型方法生产制品外,还可轧制成复杂形状的型材。Zn-22Al合金在一定条件下具有超塑性。
相关概念
锌合金
锌合金是以锌为基础加入其他元素组成的合金。 常见的合金元素有铝、铜、镁、镉、铅、钛等低温锌合金。锌合金熔点低,流动性好,易熔焊,钎焊和塑性加工,在大气中耐腐蚀,残废料便于回收和重熔;但蠕变强度低,易发生自然时效引起尺寸变化。熔融法制备,压铸或压力加工成材。 按制造工艺可分为铸造锌合金和变形锌合金。锌合金的主要添加元素有铝,铜和镁等。锌合金按加工工艺可分为形变与铸造锌合金两类。铸造锌合金流动性和耐腐蚀性较好,适用于压铸仪表,汽车零件外壳等。
合金
一种金属与另一种或几种金属或非金属经过混合熔化,冷却凝固后得到的具有金属性质的固体产物。
铸造
铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质多为原为固态但加热至液态的金属(例:铜、铁、铝、锡、铅等),而铸模的材料可以是砂、金属甚至陶瓷。因应不同要求,使用的方法也会有所不同。