1, 液态硅胶注射成型工艺?

通过百塑注塑系统有限公司和 Battenfeld作的关于硅胶注塑成型的报告,其重要内容包括材料的特性、成型过程的介绍等。 1.液态硅胶的特性液态硅胶(Liquid Silicone Rubber)是一种无毒、耐热、高复原性的柔性热固性材料,其流变行为主要表现为低黏度、快速固化、剪切变稀以及较高的热膨胀系数。 LSR是以铂金作为催化剂的双液态快速硫化材料,可以采用注塑的方式、大量、快速硫化、重复性机械生产。 其产品表现为较好的热稳定性、抗寒性,优良的电绝缘性能,燃烧时不会产生有毒的物质等。因此在健康用品、汽车、婴儿用品、医疗用品、潜水用品、厨房用具以及密封件等的生产设计中成为不可替代的材料。2.成型过程 LSR为双组分的液态材料,分为 A组分和 B组分,混合机的工作将 A组分和 B组分以精确的 1:1比例充分混合。又因部分制品为有色设计,所以配有颜色泵组及颜色计量部分。A+B组分、添加剂、颜色等充分混合后进入塑化系统。这种塑化螺杆同时具有均化、混合的功能,通过螺杆将混合料注射到热模具中,在模温 170~200℃下,硅胶发生固化反应。当使用冷流道系统时,值得注意的是流道要足够冷。为了避免漏胶,针阀安装在模具部件的表面,射胶完毕时,针阀立即封闭射嘴。 2.1 喂料系统可选择以下几种形式: 1)双向泵 可上下移动送料,能够很好的保持压力,由于 A、B泵之间相连,并同步由液压气动控制,因此这种形式的喂料系统比较可靠、精确。 2)单向泵 是一种通用型,只能单项送料 3)带有止逆阀的同步单项泵 4) 计量筒系统 主要与单项泵相配合使用 2.2 液态硅橡胶注射成型机的关键部件 1)由于 LSR的低黏度性,在加工过程中要考虑材料的回流和漏胶,因此对螺杆的密封是必须的。 2)为了防止 LSR固化,要采用针阀射嘴。 3)A、B两组分的混合、计量部件 2.3 模具的设计在模具设计中,一般有以下几种形式: 1) 热流道 比较浪费物料,设计简单,成本低,多用于大制品。 2) 有针阀的冷流道 可实现自动化,周期短。 3) 无针阀的冷流道 由于 LSR膨胀系数较高,加热时会发生膨胀,冷却时却有微小的收缩,因此部件不能在模具中保持精确的侧边距。所以可以采用冷流道加工,LSR应保持较低温度和流动性,冷流道采用闭合式系统,在注射循环中,闭合系统在每一个流道中都采用“封胶针”或“针形阀”来控制 LSR材料的准确计量。 由于硅橡胶具有显著的受热膨胀特性,收缩率为 2~4%(硫化温度为 150℃),同时硅橡胶具有受压变形的特点。 LSR流动/硫化的分析: 1) 液体硅橡胶的硫化化学反应,需要一定的反应时间。 2) 理想流动,在直径2mm,170cm,流动距离超过100cm。 3) 昀小厚度 1/1000mm 4) 模温过高会导致硫化,从而引起流动受阻。 5) 层流可避免气泡 6) 高速注射会导致湍流 7) 物料的黏度会改变流动的模式 8) 湍流导致白点。 因此模具的设计要注意以下几个方面: 1) 为了避免湍流和喷射,使用小注胶口。 2) 使用针状或翼状注胶口 3) 用 T型导向栓代替柱形导向栓,脱模时采用射出气枪,加隔热层/板。 4) 不要使用含阻聚剂的防锈剂/油,一般可用甲苯、二甲苯等 此外,固化的 LSR容易黏在金属表面上,应用昀为普遍的脱模技术包括顶针顶出和空气推顶。 通过以上信息,可以看到硅胶注塑主要解决的问题在于其混合、计量部分,以及螺杆的密封、模具的设计. 液态硅胶(Liquid Silicone Rubber),分为 A胶与 B胶,利用定量装置控制两者为 1:1之比例,再透过静态混合器(Static Mixer)予以充份混合,注入射出料管后再进行射出成型生产。 将液态硅胶射入热浇道模具,制作硅胶制品,可达到一次成型﹑无废料及可自动化等优点。
2, 常用的硅胶制品哪些成型工艺?

1、挤出成型工艺就像我们挤牙膏一样,挤出机头也是产品的截面形状,有一定长度,在力与温度的作用下,机头出来产品已经硫化成型。此工艺成型的产品一般是条形的产品,产品截面可以各种各样。譬如,矩形长条,环形硅管,等。2、滴胶工艺硅胶原料为液态状,原料装在针筒里面,用气动加人工操作把原料滴到模具上,加热硫化成型。此工艺属于手工化工艺,需要人工的地方多。所以产能不高。它有一个特点,一个产品可以依要求滴上多种颜色。所以这种工艺多为制作工艺品。如,多色的硅胶手环,各种颜色图案的硅胶手机套等。3、固态热压成型工艺此种工艺是利用油压机的温度与压力,借助模具把产品硫化成型出来。这种工艺相对成本低,产量高,应用比较普遍。它多用于单色的硅胶产品。也可应用于双色双硬度的产品或是多色多硬度,但是产品的结构不灵活,受限制。它也可以应用于包塑胶与包金属,同样在结构上不灵活,而且对所包物件有温度要求,一般要求所包物件要耐180摄氏度不变形。4、液态射出成型工艺(液态硅胶制品生产工艺)此种工艺要求的设备有硅胶射出机、压料机。它的原料是水稠状,分A、B两组分。它的原理是:利用压料机把A、B组分的原料按照1:1压到射出机的料筒里混合,通过射嘴再把它压进热模具型腔成型。此种工艺成型温度相对较低,130度就可以。它可以用于不太耐高温的塑胶包胶成型,这一点比固态热压成型有优势。---品涿
3, 请教加成型液体硅胶的操作方法及步骤?

本人只有使用过红叶硅胶的经历,可能每个厂家的加成型液体硅胶的操作会稍微有点差别。红叶加成型液体硅胶和缩合型液体硅胶的在使用方法上较大的区别,缩合型液体硅胶会有两个组份,其中一份是固化剂,使用前需使两个组份按100:2混合并充分搅拌,之后放入抽真空机进行少于10分钟的抽真空处理;而加成型硅胶是不需要添加固化剂的,使用起来比缩合型要方便,开封进行抽真空处理后即可使用,但是它的储存期不如缩合型长久。另外,需要注意的时候不管是加成型硅胶还是缩合型硅胶都必须在抽真空处理后30分钟内操作完毕,因为30分钟后就会开始固化。
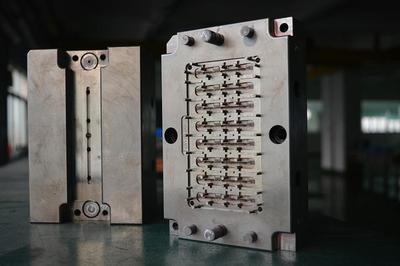
4, 什么是液态硅胶射出成型模具

什么是液态硅胶射出成型模具1、注射成型液体硅橡胶(LSR):全名为注射成型液体硅橡胶,硫化设备为注射成型机。注射成型机有着工艺流程非常简单(不需高温胶工艺中的配料,炼胶,切料,摆料等人工流程,只需一个工人取产品即可),产品精确度高(成型之前所有人工程序全部被机器取代),产量高(A/B胶混合在一定温度下几秒钟成型),省人,省电,省材料等多项优点,能生产所有高温胶生产的产品!是今后几年硅橡胶材料发展的一主流。2、模具硅橡胶(RTV-2):用于工艺品及低合金的成型模具。3、电子硅橡胶(RTV-T):用于电气元件的防潮、绝缘背光板及散热材料。4、密封胶(RTV-1):俗称玻璃胶,用于建筑密封、防水工程、铝材粘接、电子及灯饰等。
名词解释
LSR
LSR(Label Switched Router)指标记交换路由器,是一个通用IP交换机,位于MPLS核心网中,具有第三层转发分组和第二层交换分组的功能。它负责使用合适的信令协议(如LDP/CR-LDP或RSVP)与邻接LSR交换FEC/Label绑定信息,建立LSP。对加上标记的分组,LSR将不再进行任何第三层处理,只是依据分组上的标记,利用硬件电路,在预先建立的LSP上执行高速的分组转发。
硅胶
硅胶又名硅酸凝胶,是一种粒状多孔的二氧化硅水合物,属非晶态物质,外表呈透明或乳白色,由硅酸钠加酸后洗涤干燥制得,化学性质稳定,不燃烧。 硅胶是一种高活性吸附材料,主要用作干燥剂和管柱层析、薄层层析中的吸附剂,一般来说可分为有机硅胶和无机硅胶两大类。
模具
模具(mú jù),工业生产上用以 注塑、 吹塑、 挤出、 压铸或 锻压成型、 冶炼、 冲压等方法得到所需产品的各种模子和工具。 简而言之,模具是用来制作成型物品的工具,这种工具由各种零件 构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。
相关推荐
液体硅橡胶成型加工 液态硅胶注射成型工艺? 液态硅橡胶模具设计 液态硅胶注射成型工艺? 液体注射成型硅橡胶 液态硅胶注射成型工艺? 隐形材料上市公司 隐形新材料股票有哪些? 硅胶条材质 密封条的材质分为哪几类? 出售定做啤酒饮料瓶 黑钛金树脂发光字 简单说说树脂发光字有几种 氮化硼脱模剂使用方法 压铸脱模剂的用途和使用方法?