1, 电机端盖轴承跑外圆怎么处理?

1 打麻点法1.1具体方法 打麻点就是在跑外圆的轴承座四周用样冲冲一些有规律的样冲眼,用来增加内圈尺寸,同时增加和轴承的结合力,从而使轴承得以固定的方法。打麻点也要讲技术,点要均匀,打击角度、力度要一致,还要根据轴承大小、松动情况决定麻点密度,有时打一次后觉得松还要在原点再打一次。可以根据端盖内圈尺寸和磨损程度进行综合判断,从而决定样冲尖的角度、样冲眼的大小、打击力度及数量等。 1.2效果 在现场实际工作中打麻点最是常用,它施工方便迅速,可以快速地修复设备,使生产设备迅速恢复到正常状态。缺点:不能支持设备长时间稳定运行。主要适用于磨损较轻的端面、不具备其他处理条件的情况或应急使用上。 2 锁固胶法 2.1具体方法 锁固胶施工就是将此类胶水涂抹在轴承外圈或端盖内圈上,进而恢复配合件正常配合间隙、阻止轴承跑外圆的一种常见方法。根据现场生产需要可以分为很多种,主要有金属修补剂、厌氧型快速固化胶、通用型圆柱形固持胶、高强度圆柱形固持胶、环氧树脂AB胶、耐机油型固持胶、耐高温型固持胶等。对于火电厂输煤设备的轴承跑外圆而言一般选用通用型圆柱形固持胶即可。通用型圆柱形固持胶的强度适中,最大填充间隙可达0.1mm—0.25mm,施工简单,效果持久,锁固力强,10—30分钟达到初固化状态,24小时后 达全固化状态。应用效果较好的有湖北回天胶业、东莞汉高乐泰等。 2.2效果 实际工作中锁固胶应用还是很常见的,它具有施工快、工艺简单、锁固持久等优点。适用于磨损中等及以下或需要紧急处理的设备上,磨损较大的情况使用时设备中心易偏移。缺点:设备再次拆卸时会很麻烦,因为粘的紧,强度大,一般需要加热拆卸才行。3 垫铜箔法 3.1具体方法 顾名思义,就是在轴承和端盖间垫上厚度适合的铜箔来达到正常配合间隙的方法。主要适用于不具备其他处理条件的情况或应急使用上。 3.3.2效果 垫铜箔主要适用于磨损较严重的设备上,如果垫好的话也能较长时间保证设备的安全运行。缺点:很难保证转机的中心位置且需要检修人员具备较高的装配水平。 4 电刷镀4.1具体方法 电刷镀技术是应用电化学沉积原理,在金属表面选定部位快速沉积金属镀层的一种表面处理技术。按具体情况一般有2~6道工序,包括清洁、修整、电净(除油)、活化、镀过渡层、镀工作镀层。其目的在于强化、提高工件表面性能,改变工件尺寸,改善机械配合,修复因超差或因磨损而报废的工件等。
3, 电动机轴承跑外圈的情况如何解决?

据有些电动机轴承(NSK、SKF)资料上介绍:轴承外圈与轴承室的配合程度是轴承外圈得到均匀的磨损从而延长轴承的使用寿命。蠕动,是指轴向的蠕动,这种蠕动是为了吸收轴向膨胀。绝不是径向蠕动,径向肯定是不好的,它破坏了轴承的滚动状态。蠕动的目的不是为了磨损。磨损之后,轴承的相对位置和受载会变,不见得好。如果蠕动磨损是好的,就不用发明可以调整轴向伸长的轴承了。一般而言,j5/6用于内圈,H7用于外圈,但这不是绝对的。另外,控制电机噪声,从轴承而言,就需要选择特殊的游隙和润滑脂了(如果噪声要求很高的话)。游隙可以选小一点的,不要太小,否则抱死。润滑脂选粘度低一些的。如果用的是进口轴承,一般噪声较低。对于国产轴承,噪声就没那么理想了。轴承跑外圈的情况分以下两种情况解决:1、用的是铝轴承室2、一般的铸铁,或者别的铁质轴承室对于第一种情况,由于铝的膨胀系数比铁的大一倍,所以,你在安装的时候试验的正确配合,在温度升高以后就变松了,跑圈也就产生了。有两个解决办法:①在安装的时候加紧配合,这个办法不推荐使用。因为虽然可以解决问题,但是安装的时候比较困难。②使用一个橡胶圈,在轴承室内开个槽,槽深是橡胶圈厚度的0.8倍,宽1.4倍。这样就好了。第二种情况,铝质轴承室,建议查查轴承室的配合,这个问题比第一种情况简单多了,多数是配合松了!
名词解释
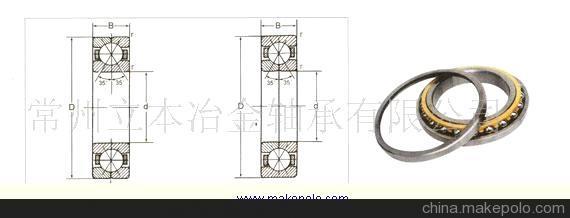
轴承
轴承(Bearing)是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数(friction coefficient),并保证其回转精度(accuracy)。
蠕动
蠕动(creeping),是指斜坡上的土体、岩体及其风化碎屑物在重力作用下,顺坡向下缓慢移动的现象。