咖啡机专用料SABIC 124R-111 PC 全国各地配送 我公司承诺原厂原包“假一赔十”以上物性数据有误,如果需要最新、最完整的物性数据,欢迎来电来函,谢谢!!
照明专用料SABIC FL900S PC
箱体专用料Bayer makrolon 1800 PC
防弹玻璃专用料panlite G-1030-MC PC
管座专用料SABIC 4701R GY7C050 PC
办公设备专用料日本出光 LC1500 PC
水瓶专用料GSH2030SR 日本三菱工程 PC
棘轮专用料panlite 1250VX PC
电子电气专用料SABIC 500ECR-739L BK PC
各种齿轮专用料SABIC GLX143-NA9C029H PC
曲轴专用料日本三菱工程 CGF2007R PC
复印机专用料N-5R L914H 日本三菱工程 PC
照相机本体专用料panlite K-1300Y PC
配电盘元件专用料SABIC DMX2415 BK1B413T PC
齿条专用料CHIMEI PC-122U PC
工业零件专用料日本三菱工程 GS2010MLR 9823G PC
信号筒专用料Bayer makrolon 2407 PC
插座专用料panlite E8715 PC
电话交换器专用料SABIC BPL1000 1001 PC
开关专用料日本出光 R2200-920100 PC
注意事项1、注射温度视原料的分子量、制品的形状和尺寸、注塑机的类型而相应调整。2、注射速度最好采取多级注射,采用慢-快-慢的方法。3、注射压力视制品的形状和尺寸而定,柱塞式注塑机一般为100—160MPa,螺杆式注塑机为70—140MPa。4、成型周期视制品壁厚和注射量而定,一般情况下充模时间较短,保压时间较长,冷却时间以脱模时不引起制品变形为原则。5、模具温度视制品的形状、厚薄而定,适当提高模具温度有利于脱模,提高产品质量。6、制品后处理:对于形状复杂、带有金属嵌件、使用温度极低或很高的制品有必要进行后处理——消除或减少内应力。方法:制品置于烘干箱后开始升温,由室温升至100—105时保温10—20min,继续升温至120—125时保温30—40min,然后缓慢冷却至60以下取出。

医疗器械由于聚碳酸酯制品可经受蒸汽、清洗剂、加热和大剂量辐射消毒,且不发生变黄和物理性能下降,因而被广泛应用于人工肾血液透析设备和其他需要在透明、直观条件下操作并需反复消毒的医疗设备中。如生产高压注射器、外科手术面罩、一次性牙科用具、血液分离器等。

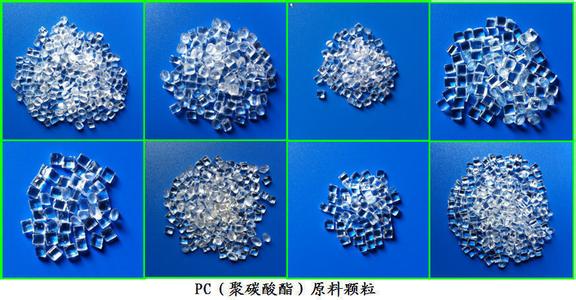
(聚碳酸酯)
英文名称:Polycarbonate
聚碳酸酯是日常常见的一种材料。由于其无色透明和优异的抗冲击性,日常常见的应用有光碟,眼镜片,水瓶,防弹玻璃,护目镜、银行防子弹之玻璃、车头灯等等、动物笼子宠物笼子等。
聚碳酸酯PC也是笔记本电脑外壳采用的材料的一种,它的原料是石油,经聚酯切片工厂加工后就成了聚酯切片颗粒物,再经塑料厂加工就成了成品,从实用的角度,其散热性能也比ABS塑料较好,热量分散比较均匀。
运用这种材料比较显著的就是FUJITSU了,在很多型号中都是用这种材料,而且是全外壳都采用这种材料。不管从表面还是从触摸的感觉上,PC-GF材料感觉都像是金属。如果笔记本电脑内没有标识的话,单从外表面看不仔细去观察,可能会以为是合金物。
聚碳酸酯还被用来制作登月太空人的头盔面罩。苹果公司的iPod音乐播放器和ibook笔记本电脑外壳也使用聚碳酸酯制作。
由于它的清晰和韧性,食物贮存货的生产者和采购员喜欢聚碳酸酯纤维。当与矽土玻璃比较聚碳酸酯纤维如同轻量级和高度不易碎。聚碳酸酯纤维多用于一次性塑料水瓶和重用塑料水瓶。

阻流板专用料GSN-2030R2 日本三菱工程 PC
防弹玻璃专用料panlite 9920 PC
管座专用料SABIC 925A NA1044T PC
办公设备专用料SABIC HP4-1H111 PC
水瓶专用料日本三菱工程 DS-3002R 7021A PC
线圈框架专用料S-2000R 日本三菱工程 PC
电子电气专用料panlite LE-1250 PC
蜗轮专用料SABIC DFL4034-BKIA657 PC
插座专用料日本三菱工程 EFR3000 BK PC
电器马达专用料panlite G-3120PL PC
真空吸尘器专用料日本出光 GZ2540 PC
配电盘元件专用料SABIC 121-111N PC
齿条专用料SABIC DFL36-BK 1A665 PC
工业零件专用料日本出光 URC2505E W1269T PC
电话总机专用料GSV-2030 9001 日本三菱工程 PC
插座专用料panlite CN-3130RH-BK PC
电话交换器专用料SABIC 945A-701 PC
家电外壳专用料SABIC LS1-6164 PC
咖啡机专用料panlite G-3130M BK PC
螺栓专用料SABIC EXL1414 WH3064 PC
安全镜片专用料SABIC VR2220-111 PC
洗头器专用料日本三菱工程 EGN-2030R2 PC
PC塑料 - 注意事项: 成型过程问题 产生原因 及解决办法 1、银丝 a、原材料受潮————干燥原料 b、树脂过热分解————减低成型温度 c、螺杆压缩比小,背压不足————增加背压 d、模温过低————加热模具 e、排气不良————模具分型面开排气槽 2、气泡 a、原材料受潮————干燥原料 b、排气不良————改进模具设计 3、树脂变色、黑点 a、料筒、喷嘴积料————清理料筒和喷嘴 b、成型温度过高————降低成型温度 4、制品未充满 a、物料塑化不够————提高料筒温度 b、模具温度过低————提高模具温度 c、喷嘴溢料————调整模具位置 d、注射压力过低————提高注射压力 e、加料量过少————调整加料量 5、收缩真空泡 a、保压不足————延长保压时间 b、模温过低————提高模具温度 c、注射压力过低————提高注射压力 d、模具设计不合理————增加流道和浇口尺寸 e、成型温度较低————提高料筒温度 6、透明度降低 a、原材料受潮————干燥原料 b、模具温度过低————提高模具温度 c、物料过热分解————降低成型温度 7、熔接痕 a、模具设计不合理————采用环形浇口和多点浇口 b、模具温度过低————提高模具温度 c、脱模剂过多————减少脱模剂用量 d、成型温度较低————提高料筒温度 8、制品开裂 a、模温过低————提高模具温度 b、成型温度较低————提高料筒温度 c、物料的相对分子量过小————重新选择物料 d、成型过程中相对分子量下降过多————严格干燥,缩短成型周期 e、强行脱模————加大型腔斜度,改进模具结构 9、脱模困难 a、模内冷却不充分————降低成型温度,延长成型周期 b、型腔斜度太小————增加型腔斜度 c、顶出装置不良————改进顶出装置 d、模具表面粗糙————修整模具,使用脱模剂 10、翘曲 a、模内冷却不充分————降低成型温度,延长成型周期 b、凸模、凹模温差较大————减少凸模、凹模温差 c、浇口位置和尺寸不合理————改进浇口结构 11、溢边 a、注射压力过大————降低注射压力 b、成型温度过高————降低料筒温度 c、锁模力不足————提高锁模力 d、模具加工精度不足————提高模具加工精度


PC是一种线型碳酸聚酯,分子中碳酸基团与另一些基团交替排列,这些基团可以是芳香族,可以是脂肪族,也可两者皆有。双酚A型PC是最重要的工业产品。


*我公司可免费提供产品的物性,FDA、MSDS、SGS、REACH、 ROHS、UL黄卡等相关报告及材质证明,欢迎来电来函!!
联系人:蒋品(先生) 手机:15015122677 电话:0769-82863911 QQ:81386512
更多信息请进:http://
比重:1.18-1.20克/立方厘米 成型收缩率:0.5-0.8% 成型温度:230-320℃ 干燥条件:110-120℃ 8小时 可在 -60~120℃下长期使用。 物料性能 冲击强度高,尺寸稳定性好,无色透明,着色性好,电绝缘性、耐腐蚀性、耐磨性好,但自润滑性差,有应力开裂倾向,高温易水解,与其它树脂相溶性差。 适于制作仪表小零件、绝缘透明件和耐冲击零件 材料特性1.无定形料,热稳定性好,成型温度范围宽,流动性差。吸湿小,但对水敏感,须经干燥处理。成型收缩率小,易发生熔融开裂和应力集中,故应严格控制成型条件,塑件须经退火处理。 2.熔融温度高,粘度高,大于200g的塑件,宜用加热式的延伸喷嘴。 3.塑胶流动性差,模具浇注系统以粗、短为原则,宜设冷料井,浇口宜取大,模具宜加热。 4.料温过低会造成缺料,塑件无光泽,料温过高易溢边,塑件起泡。模温低时收缩率小、伸长率小、抗冲击强度低,抗弯、抗压、抗张强度低。模温超过120度时塑件冷却慢,易