1, 线切割脉间脉宽

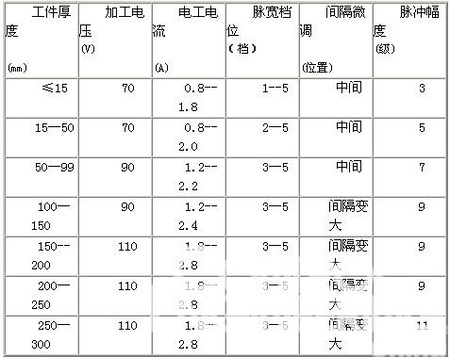
脉冲宽度的选择操作方法:旋转“脉宽选择”旋钮,可选择8μs~80μs脉冲宽度,分五档,分别为1档为8μs,二档为20μs,三档为40μs,四档为60μs,五档为80μs选择原则说明:脉冲宽度宽时,放电时间长,单个脉冲的能量大,加工稳定,切割效率高,但表面粗糙度较差。反之,脉冲宽度窄时,单个脉冲的能量就小,加工稳定较差,切割效率低,但表面粗糙度较好。一般情况下:高度在15mm以下的工件,脉冲宽度选1~5档;高度在15mm~50mm的工件,脉冲宽度选2~5档;高度在50mm以上的工件,脉冲宽度选3~5档。脉冲间隔的选择操作方法:旋转“间隔微调”旋钮,调节脉冲间隔宽度的大小,顺时针旋转间隔宽度变大,逆时针旋转间隔宽度变小。选择原则说明:加工工件高度较高时,适当加大脉冲间隔,以利排屑,减少切割处的电蚀污物的生成,使加工较稳定,防止断丝。因为在脉宽档位确定的情况下,间隔在“间隔微调”旋钮确定下,间隔宽度是一定的,所以要调节间隔大小就是旋转“间隔微调”旋钮。在有稳定高频电流指示的情况下,旋转“间隔微调”旋钮时,电流变小表示间隔变大,电流变大表示间隔变小。切割参数表(仅供参考)工件厚度(mm) 加工电压(V) 电工电流(A) 脉宽档位(档)间隔微调(位置) 脉冲幅度(级)≤15 70 0.8--1.8 1—5 中间 315—50 70 0.8--2.0 2—5 中间 550—99 90 1.2--2.2 3—5 中间 7100—150 90 1.2--2.4 3—5 间隔变大 9150—200 110 1.8--2.8 3—5 间隔变大 9200—250 110 1.8--2.8 3—5 间隔变大 9250—300 110 1.8--2.8 3—5 间隔变大 11
2, 线切割控制柜 脉宽 脉间 功放 最佳值是多少!!
1、脉冲宽度的调节操作方法:旋转“脉宽选择”旋钮,可选择8μs~80μs脉冲宽度,分五档,分别为1档为8μs,二档为20μs,三档为40μs,四档为60μs,五档为80μs选择原则说明:脉冲宽度宽时,放电时间长,单个脉冲的能量大,加工稳定,切割效率高,但表面粗糙度较差。反之,脉冲宽度窄时,单个脉冲的能量就小,加工稳定较差,切割效率低,但表面粗糙度较好。一般情况下:高度在15mm以下的工件,脉冲宽度选1~5档;高度在15mm~50mm的工件,脉冲宽度选2~5档;高度在50mm以上的工件,脉冲宽度选3~5档。2、脉冲间隔的调节操作方法:旋转“间隔微调”旋钮,调节脉冲间隔宽度的大小,顺时针旋转间隔宽度变大,逆时针旋转间隔宽度变小。选择原则说明:加工工件高度较高时,适当加大脉冲间隔,以利排屑,减少切割处的电蚀污物的生成,使加工较稳定,防止断丝。因为在脉宽档位确定的情况下,间隔在“间隔微调”旋钮确定下,间隔宽度是一定的,所以要调节间隔大小就是旋转“间隔微调”旋钮。在有稳定高频电流指示的情况下,旋转“间隔微调”旋钮时,电流变小表示间隔变大,电流变大表示间隔变小。
相关概念
间隔
间隔(读音jiàn gé),指两个类似的事物之间的空间或隔开的距离。现指事物相互之间在时间或空间中的距离。
脉冲
脉冲通常是指电子技术中经常运用的一种象脉搏似的短暂起伏的电冲击(电压或电流)。主要特性有波形、幅度、宽度和重复频率。脉冲是相对于连续信号在整个信号周期内短时间发生的信号,大部分信号周期内没有信号。就像人的脉搏一样。现在一般指数字信号,它已经是一个周期内有一半时间有信号。计算机内的信号就是脉冲信号,又叫数字信号。此外,脉冲也用来表示思想感情上的冲动和要求。
宽度
英文翻译: