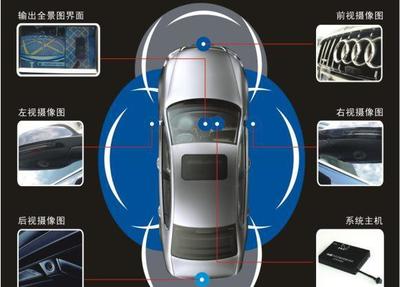
1, 360度全景记录仪有什么作用?

激光扫平仪原理就是设置了一个水平面,并在这个水平面上扫设激光,然后用接收靶接收,当接收靶的中心与标高一致时可以根据这个读出标高来;因此激光水准仪一个人就可以操作完成;如果要检测的地面面积要是大的话用这个比较有优势,房间小了工作并不见得比水准仪轻松;也可以用尺子来量,不过这样的误差大一些,一般用架子的话架起来会超过一米多一些,你可以找一个基准点,测一下那个点的尺读数,这个数做为基准数,不见得非得是一米(不然你得调多少回才能调到整一米啊),读数大的就是低了,用它减基准点的读数就是低多少,相反就是高了:也就是说正数表示是低了,负数表示高多少。
2, 激光水平仪3D与2D的区别

硬件故障的检查方法对于电脑的软故障,可以通过对故障现象进行分析,采取重装系统更换软件、修改软件程序或清除电脑病毒等方法来解决。而对于硬故障,则需要按检查原则一步一步地进行检查及排除,以下介绍十种硬故障的检查判断方法:1.拔插法“拔插法”是将插件“拔出”或“插入”来寻找故障的方法。例如,机器出现“死锁”现象,采用这种方法一块一块地拔出插件板,若机器恢复正常,说明故障出在该板上。2.替换法“替换法”是采用已确定是最好的器件来替换被怀疑有问题的器件,逐步缩小查找范围。3.比较法“比较法”是用正确的特征(波形或电压)与有故障机器的特征(波形或电压)进行比较,看哪一个组件的波形或电压不符,根据逻辑电路图逐极测量,使信号由追求源的方向逐点检测,分析后确定故障位置。4.测量法“测量法”也称“静态测量法”,就是设法把计算机暂停在某一特定状态,根据逻辑图,用万用表测量所需各点电平、分析判断故障的有效方法。5.升温法“升温法”就是人为地把环境温度升高,加速一些高温参数较差的元器件“死亡”来寻找故障的方法。6.敲击法机器运行时好时坏,可能是元件可组件的管脚虚焊或接触不良或金属通孔电阻增大等原因造成的。对这种情况,可用敲击法进行检查,用橡皮榔头轻轻敲击电路板,然后再检查就容易多了。7.分割法分割法就是故障“分割”开,逐步缩小件板,缩小到某条线上,再到某个点的方法。8.直接观察法真接观察法就是利用人的感官,直接观察火花、异常的声响、过热、烧焦等现象,确定电源短路、过流、过压以及插件松动、元件锈蚀损坏等明显故障。9.隔离压缩法即根据故障的现象和硬件部件,采取暂时断开有关部位的一些信息或简化原始数据来减少查找范围。10.程序测试法即利用开机自检程序、高级专用诊断程序来帮助查寻故障原因,诊断程序以菜单形式提供多项测硬驱、软驱、CD—ROM、打印机等检测,若硬件出现故障则显示错误、出响声从而获得故障点及其原因。
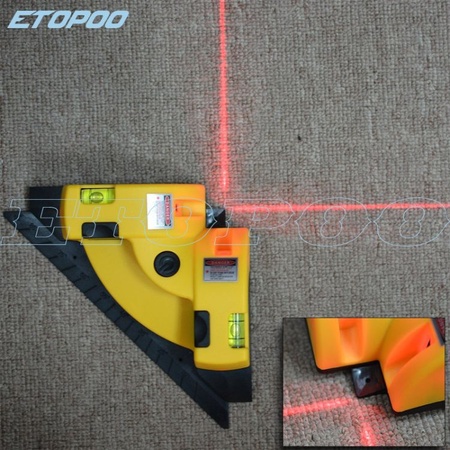
3, 激光投线仪故障维修

看一下,把所有的激光线开下来,在桌子上做一个标点,把激光点打在上面,慢慢转动仪器360度,看一下下垂点是不是居中(不偏离激光点),如果偏了,那说明重锤不准,需要调整重锤下面的四个方向的螺丝,把它调正罗首先看一下上面的万上轴(我们叫它安平器)是不是松动的或是过紧,如果是,需要调节万向轴的螺丝,如果调了还没有用,那说明要更换了,检查的方法是:把仪器放在那里激光线打出来不管准不准,做个标点,然后抖动仪器,看还在不在原来的位子,如果在,那可以用,如果不在,那就要校螺丝或更换它了,更换是一个具大的工程,所以就要看你的仪器值不值做这工程了对于线不重合,你先看一下垂线中,是不是大家全不垂直,如果有一支是垂直的,那另外一支不重合,那你就把它调到垂合,这个时候正常就好了,这个时候是调节图中标识的2.3螺丝如果说的调了重合,但是还是不准,那可能有一个问题:就是你的激光线本来就是弯的,那这个时候就要通过调整激光头正面的四个螺丝,即图中的1号按上面的方法,可以搞定。确定的步骤:重锤居中,安平器是不是好的,有没有垂线是好的,不准的线是斜的还是弯的,情况不同,校正不同。如果上面的方法,还不能搞定,那你就返厂吧。不急的仪器,可以用上面的方法练手。
相关概念
一米
常用的长度单位。
基准点
基准点的用途非常广泛,既可用于辅助建立其他基准特征,也可辅助定义建模特征的位置或组件安装定位,Pro/ENGINEER Wildfire提供四种类型的基准点。 基准特征是零件建模的参照特征,其主要用途是辅助3D特征的创建,可作为特征截面绘制的参照面、模型定位的参照面和控制点、装配用参照面等。 此外基准特征(如坐标系)还可用于计算零件的质量属性,提供制造的操作路径等。 基准特征包括:基准平面、基准轴、基准点、基准曲线、坐标系等。