1, 五金冲压工艺流程,请指点?
冲压流程:在一个多工位级进连续冲压模中,排钉机工件被冲压下来,完成压延成型和焊接等工序。但是它仍然有很小的一点局部与冲压板料连接在一起,由冲压板料带着冲压和焊接后的工件一起进入到超声波表面处理设备中,进行清除防锈脂和焊渣的工作。在喷丸室中完成焊接焊豆和毛刺的清除工作。这在避免冲压件使用时的短路和电气短接是非常必要的。在第二次时间较短的超声波表面处理中,在冲压件的质量检测之前,再次利用超声波表面清理技术清除喷丸处理时遗留下来的残留物。在完成上述所有的操作之后,冲压件才彻底的与毛坯板材分离,单独的存放在一起。排钉机质量不好的冲压件被放置在废品箱中,合格的冲压件则直接进入包装车间。在生产过程中,如何避免冲压件受损,下面总结了三条,供大家参考:1. 改造冲压设备,提高生产安全可靠性。目前许多陈旧冲压设备的操纵系统、电器控制系统存在很多不安全因素,若继续使用对应其进行技术改造。冲压设备制造厂应当改进产品设计,确保冲压设备的安全可靠性。2 安装防护装置。由于生产批量小,在既不以实现自动化,又不能使用安全冲压工具的冲压作业中,必须安装安全防护装置,以防止由于操作失误而造成的伤害事故。各种防护装置有各自不同的特点和使用范围,使用不当仍然会发生伤害事故。因此,必须弄清各种防护装置的作用,以做到正确使用,保证操作安全。3. 改革工艺、模具和作业方式,实现人手模外作业。对于大批量生产作业,可从改革工艺和模具入手,实现机械化和自动化。例如,采用自动化,多工位冲压机械设备,采用多工划具与机械化进出产装置,采用连续模、复合模等合并工序措施。所有这些不仅能保障冲压作业的安全,而且能大大提高生产效率。
2, 五金冲压工艺流程,请指点?
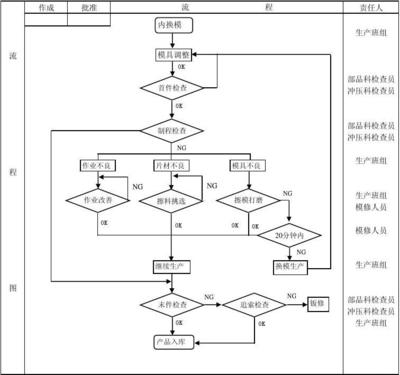
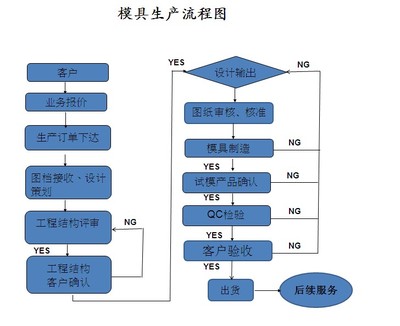
.2.1业务部接到发注单后,向生管部和模具部发出制造通知,生管部发行《出货明细表》给模具部及相关制造部门,模具部根据内部模具和机台的生产状况整理满足交期需求的《样品出货明细表》并安排生产。4.2.2 模具部如不能满足客户品质和交期,对生产计划需要进行调整,样品文员在第一时间发出调整需求的《样品出货明细表》,通知模具经理、业务部和生管部具体负责人进行磋商,生管部协调安排机台进行打样。4.2.3 生管部如机台不能满足需求,即请求业务部与客户协调延期。4.2.4 业务部及时更新反馈延期后的信息给相关部门,模具部对《样品出货明细表》再调整,并安排生产。4.2.5 各相关部门必须对发注单注明的样品详细情报提前准备妥当,以免安排错误的模具进行生产。4.3 样品材料:4.3.1生管部接到业务部的发注单后,立即对试制样品的材料进行确认, 模具部确定生产日程和机台后负责统一领料,生产完成后余下的材料需及时退回仓库,以便下次样品生产时用,减少重复订购。 4.3.2 模具部领用材料因仓库无在库原材料而需到冲压现场领用的,由仓库原材仓管共同到冲压现场剪切领用,剪切后原材由冲压现场开退料单退仓。4.3.3 原材料正常发放时间为每个正常工作日8:00--12:00、13:30---17:30(周五下午为13:30-16:00),节假日和晚上不发放物料,特殊情况需经生管部经理同意后方可发放。4.3.4模具部原材料领用单据需由生管部相应担当和生管部经理审核确认后方能发放。4.3.5 不良材料及半成品:边料/首尾料及半成品,由模具部报废后及时退回仓库以便海关平衡合同。 4.3.6 退料:退料要及时,仓库每月在26日之后不接收报废材料,生产完成的良品材料在正常上班内可退回;如没有及时退回的月底盘点时模具部负责盘点,并将盘点后的相关数据提供给生管部。4.3.7模具部需要仓库叉车司机协助搬运各类物料的必须征得部门同意或由部门管理人员在放行条上签名确认(以示征得同意),仓库叉车司机方可协助处理。4.4 样品制作4.4.1 模具设计变更时,产品图取消、变更的地方,设计图要作版次标识,注明变更内容。4.4.2 工艺流程卡、工艺图经部门经理审批后,要随模具图纸流到下一工序,相关作业人员要按工艺流程做事。4.4.3 模具组装人员装模后,要与设计人员进行确认,发现遗漏和异常问题要及时修正。4.4.4 设计及装模人员要跟踪、指导冲压打样人员作业,直至确认首件样品外观及尺寸均合格,方始正式生产。4.4.5 冲压生产人员要对照工艺图进行自检工作,IPQC对冲压产品负责巡检工作。4.4.6 冲压部生产样品时,技术课必须协助模具部调整、□□□模具。4.5 样品检查与移交4.5.1 模具部试制样品前,必须准备好相应机种的工艺图或工序样品,技术人员对首件样品进行确认后,方能开始生产。4.5.2 模具冲压生产过程中,冲压工必须对照工艺图或工序样品进行自检工作,如有异常,需通知技术人员调模。 4.5.3 模具部IPQC每隔15分钟,须对照《外观检查标准书》进行样品的外观确认,并如实填写《IPQC外观尺寸检查记录表》,如有异常,需判定停机调模,直至合格方能正常生产。4.5.4 模具部试制样品经检查合格后,填写《送货单》移交样品给冲压部签收,送货人员在工序流程卡上进行签名,相关负责人进行确认。4.5.5 冲压部生产样品时,品质部必须安排人员进行品质检查和确认工作,对不良品进行最终对策和外部联络。4.5.6 组立课按照《明材明细表》和《捆包仕样书》对样品进行捆包,经品质部确认合格后,生管部安排出货。5.参考文件无 6.附件6.1《外观检查标准书》6.2《IPQC外观尺寸检查记录表》 希望采纳
名词解释
模具
模具(mú jù),工业生产上用以 注塑、 吹塑、 挤出、 压铸或 锻压成型、 冶炼、 冲压等方法得到所需产品的各种模子和工具。 简而言之,模具是用来制作成型物品的工具,这种工具由各种零件 构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。
样品
样品(sample)是能够代表商品品质的少量实物。它或者是从整批商品中抽取出来作为对外展示模型和产品质量检测所需;或者在大批量生产前根据商品设计而先行由生产者制作、加工而成,并将生产出的样品标准作为买卖交易中商品的交付标准。
冲压
冲压,是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。冲压可制出其他方法难于制造的带有加强筋、肋、起伏或翻边的工件,以提高其刚性。