1, 冲压工艺流程卡
.2.1业务部接到发注单后,向生管部和模具部发出制造通知,生管部发行《出货明细表》给模具部及相关制造部门,模具部根据内部模具和机台的生产状况整理满足交期需求的《样品出货明细表》并安排生产。4.2.2 模具部如不能满足客户品质和交期,对生产计划需要进行调整,样品文员在第一时间发出调整需求的《样品出货明细表》,通知模具经理、业务部和生管部具体负责人进行磋商,生管部协调安排机台进行打样。4.2.3 生管部如机台不能满足需求,即请求业务部与客户协调延期。4.2.4 业务部及时更新反馈延期后的信息给相关部门,模具部对《样品出货明细表》再调整,并安排生产。4.2.5 各相关部门必须对发注单注明的样品详细情报提前准备妥当,以免安排错误的模具进行生产。4.3 样品材料:4.3.1生管部接到业务部的发注单后,立即对试制样品的材料进行确认, 模具部确定生产日程和机台后负责统一领料,生产完成后余下的材料需及时退回仓库,以便下次样品生产时用,减少重复订购。 4.3.2 模具部领用材料因仓库无在库原材料而需到冲压现场领用的,由仓库原材仓管共同到冲压现场剪切领用,剪切后原材由冲压现场开退料单退仓。4.3.3 原材料正常发放时间为每个正常工作日8:00--12:00、13:30---17:30(周五下午为13:30-16:00),节假日和晚上不发放物料,特殊情况需经生管部经理同意后方可发放。4.3.4模具部原材料领用单据需由生管部相应担当和生管部经理审核确认后方能发放。4.3.5 不良材料及半成品:边料/首尾料及半成品,由模具部报废后及时退回仓库以便海关平衡合同。 4.3.6 退料:退料要及时,仓库每月在26日之后不接收报废材料,生产完成的良品材料在正常上班内可退回;如没有及时退回的月底盘点时模具部负责盘点,并将盘点后的相关数据提供给生管部。4.3.7模具部需要仓库叉车司机协助搬运各类物料的必须征得部门同意或由部门管理人员在放行条上签名确认(以示征得同意),仓库叉车司机方可协助处理。4.4 样品制作4.4.1 模具设计变更时,产品图取消、变更的地方,设计图要作版次标识,注明变更内容。4.4.2 工艺流程卡、工艺图经部门经理审批后,要随模具图纸流到下一工序,相关作业人员要按工艺流程做事。4.4.3 模具组装人员装模后,要与设计人员进行确认,发现遗漏和异常问题要及时修正。4.4.4 设计及装模人员要跟踪、指导冲压打样人员作业,直至确认首件样品外观及尺寸均合格,方始正式生产。4.4.5 冲压生产人员要对照工艺图进行自检工作,IPQC对冲压产品负责巡检工作。4.4.6 冲压部生产样品时,技术课必须协助模具部调整、□□□模具。4.5 样品检查与移交4.5.1 模具部试制样品前,必须准备好相应机种的工艺图或工序样品,技术人员对首件样品进行确认后,方能开始生产。4.5.2 模具冲压生产过程中,冲压工必须对照工艺图或工序样品进行自检工作,如有异常,需通知技术人员调模。 4.5.3 模具部IPQC每隔15分钟,须对照《外观检查标准书》进行样品的外观确认,并如实填写《IPQC外观尺寸检查记录表》,如有异常,需判定停机调模,直至合格方能正常生产。4.5.4 模具部试制样品经检查合格后,填写《送货单》移交样品给冲压部签收,送货人员在工序流程卡上进行签名,相关负责人进行确认。4.5.5 冲压部生产样品时,品质部必须安排人员进行品质检查和确认工作,对不良品进行最终对策和外部联络。4.5.6 组立课按照《明材明细表》和《捆包仕样书》对样品进行捆包,经品质部确认合格后,生管部安排出货。5.参考文件无 6.附件6.1《外观检查标准书》6.2《IPQC外观尺寸检查记录表》 希望采纳
2, 冲压工艺流程卡
.2.1业务部接到发注单后,向生管部和模具部发出制造通知,生管部发行《出货明细表》给模具部及相关制造部门,模具部根据内部模具和机台的生产状况整理满足交期需求的《样品出货明细表》并安排生产。4.2.2 模具部如不能满足客户品质和交期,对生产计划需要进行调整,样品文员在第一时间发出调整需求的《样品出货明细表》,通知模具经理、业务部和生管部具体负责人进行磋商,生管部协调安排机台进行打样。4.2.3 生管部如机台不能满足需求,即请求业务部与客户协调延期。4.2.4 业务部及时更新反馈延期后的信息给相关部门,模具部对《样品出货明细表》再调整,并安排生产。4.2.5 各相关部门必须对发注单注明的样品详细情报提前准备妥当,以免安排错误的模具进行生产。4.3 样品材料:4.3.1生管部接到业务部的发注单后,立即对试制样品的材料进行确认, 模具部确定生产日程和机台后负责统一领料,生产完成后余下的材料需及时退回仓库,以便下次样品生产时用,减少重复订购。 4.3.2 模具部领用材料因仓库无在库原材料而需到冲压现场领用的,由仓库原材仓管共同到冲压现场剪切领用,剪切后原材由冲压现场开退料单退仓。4.3.3 原材料正常发放时间为每个正常工作日8:00--12:00、13:30---17:30(周五下午为13:30-16:00),节假日和晚上不发放物料,特殊情况需经生管部经理同意后方可发放。4.3.4模具部原材料领用单据需由生管部相应担当和生管部经理审核确认后方能发放。4.3.5 不良材料及半成品:边料/首尾料及半成品,由模具部报废后及时退回仓库以便海关平衡合同。 4.3.6 退料:退料要及时,仓库每月在26日之后不接收报废材料,生产完成的良品材料在正常上班内可退回;如没有及时退回的月底盘点时模具部负责盘点,并将盘点后的相关数据提供给生管部。4.3.7模具部需要仓库叉车司机协助搬运各类物料的必须征得部门同意或由部门管理人员在放行条上签名确认(以示征得同意),仓库叉车司机方可协助处理。4.4 样品制作4.4.1 模具设计变更时,产品图取消、变更的地方,设计图要作版次标识,注明变更内容。4.4.2 工艺流程卡、工艺图经部门经理审批后,要随模具图纸流到下一工序,相关作业人员要按工艺流程做事。4.4.3 模具组装人员装模后,要与设计人员进行确认,发现遗漏和异常问题要及时修正。4.4.4 设计及装模人员要跟踪、指导冲压打样人员作业,直至确认首件样品外观及尺寸均合格,方始正式生产。4.4.5 冲压生产人员要对照工艺图进行自检工作,IPQC对冲压产品负责巡检工作。4.4.6 冲压部生产样品时,技术课必须协助模具部调整、□□□模具。4.5 样品检查与移交4.5.1 模具部试制样品前,必须准备好相应机种的工艺图或工序样品,技术人员对首件样品进行确认后,方能开始生产。4.5.2 模具冲压生产过程中,冲压工必须对照工艺图或工序样品进行自检工作,如有异常,需通知技术人员调模。 4.5.3 模具部IPQC每隔15分钟,须对照《外观检查标准书》进行样品的外观确认,并如实填写《IPQC外观尺寸检查记录表》,如有异常,需判定停机调模,直至合格方能正常生产。4.5.4 模具部试制样品经检查合格后,填写《送货单》移交样品给冲压部签收,送货人员在工序流程卡上进行签名,相关负责人进行确认。4.5.5 冲压部生产样品时,品质部必须安排人员进行品质检查和确认工作,对不良品进行最终对策和外部联络。4.5.6 组立课按照《明材明细表》和《捆包仕样书》对样品进行捆包,经品质部确认合格后,生管部安排出货。5.参考文件无 6.附件6.1《外观检查标准书》6.2《IPQC外观尺寸检查记录表》希望采纳
3, 机械加工工艺卡片怎么写
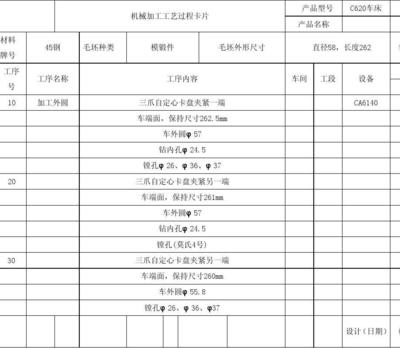
1、下料 φ40*1702、车两端中心孔和端面,总长为165.92~166.003、两端顶中心孔,粗车各级外圆和端面,外圆留3mm余量,端面留2mm余量4、热处理(调质或退火消除应力)5、修正两端中心孔6、两端顶中心孔,精车各级外圆和端面,各级基准外圆和Ra0.8外圆均留磨削余量0.2~0.25mm7、划键槽线8、铣键槽,深度考虑加上外圆实际余量9、两端顶中心孔,磨削各基准外圆和Ra0.8外圆达图纸尺寸要求。
名词解释
端面
端面指圆柱形工件两端的平面。