1, 传动轴加工工艺过程
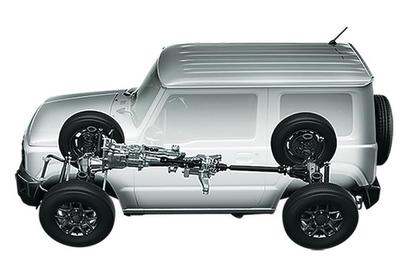
由于车床主轴含有台阶,内孔,能够充分的反映出轴类零件的特点,所以现使用主轴来进行举例。传动轴的加工工艺和过程步骤:1、首先锻件毛坯两端钻中心孔,粗车外圆几大档台阶;2、进行调质;3、半精车各档台阶,外圆和长度放余量,然后搭中心架车对总长;4、中心架上钻轴内通孔;5、搪两端锥孔,两端镶闷头,钻中心孔,为磨削做准备;6、精车各档外圆及台阶平面,放磨削余量,并且车外圆上各槽,倒角;7、磨削各档外圆及台阶平面到尺寸;8、装配后在本车床上加工各螺纹。传动轴在出厂前都要进行动平衡试验,并在平衡机上进行了调整。对前置引擎后轮驱动的车来说是把变速器的转动传到主减速器的轴,它可以是好几节的,节与节之间可以由万向节连接。传统结构的传动轴伸缩套是将花键套与凸缘叉焊接在一起,将花键轴焊在传动轴管上。新型的的传动轴一改传统结构,将花键套与传动轴管焊接成一体,将花键轴与凸缘叉制成一体。并将矩形齿花键改成大压力角渐开线短齿花键,这样既增加了强度又便于挤压成形,适应大转矩工况的需要。在伸缩套管和花键轴的牙齿表面,整体涂浸了一层尼龙材料,不仅增加了耐磨性和自润滑性,而且减少了冲击负荷对传动轴的损害,提高了缓冲能力。为了减少轴运动时的摩擦与磨损而设计出来的,基本用途与轴承无异,而且相对成本较便宜,但摩擦阻力较大,所以只会使用于部份部件上。轴套大多都以铜制成,但亦有塑胶制的轴套。轴套多被放置于轴与承托结构中,而且非常紧贴承托结构,只有轴能在轴套上转动。在装配轴与轴套时,两者间会加入润滑剂以减少其转动时产生的摩擦力。参考资料来源:百度百科——传动轴
2, 设计“传动轴突缘叉”零件的机械加工工艺及工艺设备
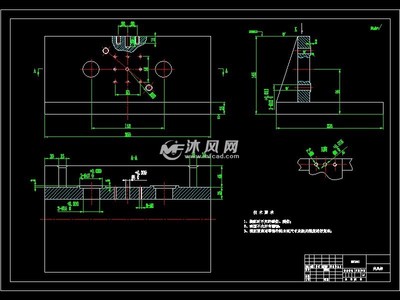
考虑使用锻件毛坯,叉头部分的轴承孔采用剖分式,即端部加装轴承盖的设计。加工的大致步骤是:车削传动轴的杆部;车削开叉部位的加工定位基准;铣平开叉端头平面和轴承盖端平面;钻螺孔和定位孔;钻轴承盖螺栓通孔和定位销孔;组装轴承盖;钻、扩、铰轴承孔;锪平轴承孔内外平面。主要设备:车床、镗铣床。设备的具体型号和规格大小要根据零件的大小和设计精度要求来选择。零件设计形状不同,具体的加工工艺也会有些不同的。
相关概念
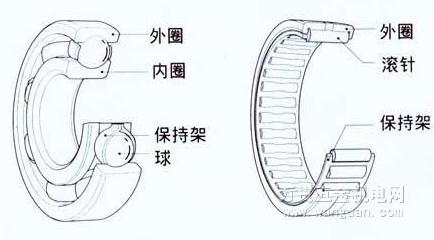
轴承
轴承(Bearing)是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数(friction coefficient),并保证其回转精度(accuracy)。
车削
车床加工是机械加工的一部份。车床加工主要用车刀对旋转的工件进行车削加工。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。